1. Métodos de conservación
En “Cannery Global” se manipulan y almacenan productos de distinta naturaleza aplicando técnicas y procedimientos de última generación combinados con procesos tradicionales. De esta forma se consigue obtener productos de la máxima calidad, seguros higiénicamente y muy rentables, ya que se reducen las mermas de producción y se alarga su vida comercial.
Tanto productos perecederos como no perecederos requieren de la aplicación de métodos de conservación, ya sea para asegurar un correcto transporte, almacenamiento o distribución como para alargar su vida útil, existiendo también la opción de imprimir unas características propias al producto conservado.
Al mismo tiempo, es importante destacar, que el proceso de conservación de un único producto puede requerir más de un método de conservación, como puede ser el caso del pescado ahumado o el jamón cocido, entre otros. Así, se reconocen como métodos de conservación más comunes los siguientes:
550px
1
A continuación, realizarás una actividad en la que se presentan algunas de las técnicas utilizadas para la conservación de los alimentos.
Dadas las siguientes opciones, relaciona el producto presentado con la técnica o técnicas utilizadas para su conservación.
Pescado y marisco fresco - Refrigeración
Aceitunas y pepinillos - Encurtido
Pescado ahumado - Salazón y ahumado
Jamón curado - Salazón
1.1. La refrigeración
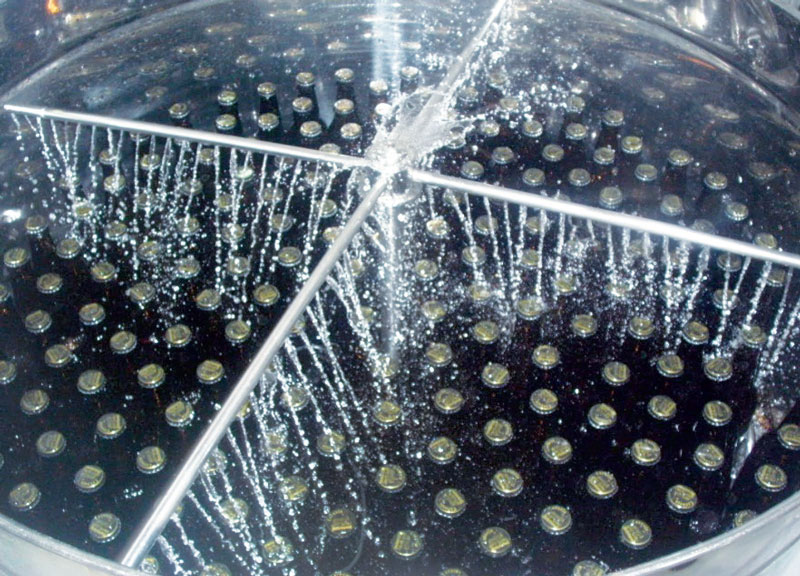
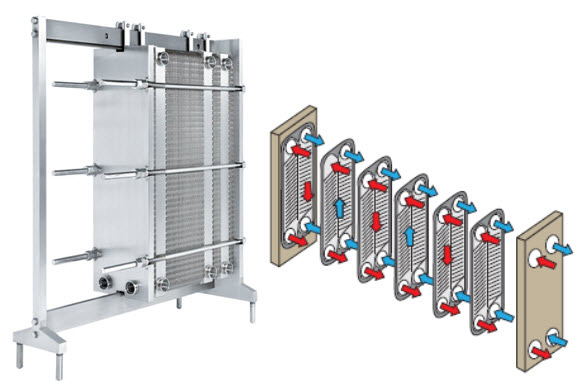
Los procesos de refrigeración de productos alimenticios se realizan con dos tipos de sistemas, el de gases criogénicos y sistemas mecánicos.
Consiste en la aplicación de gases licuados, siendo el nitrógeno o anhídrido carbónico el más empleado por su inocuidad. A pesar de que la bajada de temperaturas con estos gases es más empleada en los sistemas de congelación y ultracongelación, es aplicable a la refrigeración controlando los tiempos de inmersión del producto, consiguiendo una bajada rápida de las temperaturas sin afectar a las características organolépticas y morfológicas del producto.
Son aquellos en los que se emplean las cámaras o túneles de refrigeración, donde la bajada de temperatura no es tan rápida como en el caso anterior, pero suficiente para conservar el producto y alargar la vida del mismo durante más tiempo.
Los más utilizados normalmente son los sistemas mecánicos, pudiendo utilizar para ello diferentes tipos de instalaciones, temperaturas y envases teniendo como principal fin asegurar la no contaminación del producto, que puede verse afectado por contaminaciones de origen físico, químico o biológico.
Física
Es la que se produce por una serie de sustancias que no reaccionan químicamente con el alimento. Suelen ser pequeños objetos, como un trozo de cristal, un pelo, una astilla de madera, etc. No van a crear una reacción con el alimento, pero pueden provocar daños en el consumidor que los ingiera. Entre sus causas, cabe destacar:
- La acción de la luz, produciendo pérdida de vitaminas en la leche y los zumos.
- La acción del calor va a acelerar el proceso de degradación de verduras y frutas. Este calor también va a producir una evaporación y desecación superficial de los alimentos, haciendo que éstos tengan pérdida de peso y se formen arrugas superficiales, oscurecimiento, pérdidas de aroma y sabor.
- El frío va a dar lugar a un enranciamiento y una decoloración de los alimentos, y va a solidificar el aceite y la miel.
Química
Viene dada por productos químicos peligrosos añadidos accidentalmente o por ignorancia del manipulador. Entre ellos, se encuentran los plaguicidas, detergentes o antibióticos y hormonas, que pasan desde el pienso a la carne del animal. El mayor riesgo se encuentra en el efecto acumulativo que produce en el organismo, pudiendo producir enfermedades crónicas a largo plazo, como una toxicidad aguda si la dosis es muy alta.
Las reacciones químicas en los alimentos van a dar lugar, entre otros, a los siguientes procesos:
- Enranciamiento de las grasas.
- Degradación de los pigmentos específicos naturales (caramelización, ennegrecimiento de crustáceos, decoloración y degradación de la clorofila).
- Formación de gases y ácidos en las latas de conservas.
Biológica
Es la que se produce por la adición de microorganismos como virus, mohos, bacterias y parásitos. Va a ser la contaminación que cree la mayoría de las toxiinfecciones alimentarias.
Los microorganismos van a ser los causantes de las alteraciones de los alimentos, dando lugar a:
- Ablandamiento de las frutas, verduras, carnes y pescados, debido a los propios fermentos de los alimentos.
- Putrefacciones debidas a las bacterias, levaduras y hongos, que hacen que la leche se corte y que a los dulces y mermeladas les salgan mohos.
Para saber más
Dada la extensión del uso de productos criogénicos como el nitrógeno líquido en las cocinas actuales, es importante conocer sus peligros y requerimientos de uso.
Aplicación práctica
Duración: 15 minutos
Objetivo: Conocer los tipos de contaminación que pueden afectar a los productos conservados.
Durante la realización del inventario de uno de los almacenes de productos perecederos refrigerados de la empresa “Cannery Global” observas que hay un lote de pan envasado que presenta las siguientes características.
¿Qué tipo de contaminación refleja dicho lote de pan sabiendo que el producto ha sido adquirido una vez envasado y que dicho envase no presenta ninguna irregularidad? Así mismo deberás indicar que otros tipos de peligros pueden afectar a este producto durante su proceso de conservación.
La refrigeración, es considerada como la conservación de productos a temperaturas positivas cercanas a 0 °C, que variarán en función al producto. Con este tipo de conservación se consigue mantener un producto a corto plazo.
Los productos de origen animal, así como los de origen vegetal, pueden mantener en activo los sistemas enzimáticos durante un periodo de tiempo variable, por tanto para conservar el producto sin alteraciones es imprescindible bajar la temperatura de conservación hasta niveles que retrasen esta actividad enzimática.
Como se ha demostrado a lo largo de la evolución de los sistemas de refrigeración, para mantener las propiedades de frescura de un alimento se requieren unas condiciones de temperatura determinadas.
Por tanto, es importante conocer los fundamentos y características del proceso de refrigeración y así poder aplicarlo de la manera más correcta para el mantenimiento y conservación de productos:
- Conservación de productos a bajas temperaturas, en un rango de entre 0°C a 8°C.
- Ralentiza la transformación microbiana y bioquímica.
- Permite conservar el valor nutritivo y características organolépticas del alimento original.
- Alarga la vida útil de los productos durante días o semanas.
Dicho proceso se deberá ver acompañado de un procedimiento correcto de actuación, indicándose para todo manipulador de alimentos como obligatorias las siguientes acciones:
1
Deberá recibir formación en higiene alimentaria, de acuerdo a su actividad laboral.
2
Deberá cumplir las normas de higiene, en cuanto a actitudes, hábitos y comportamiento.
3
Deberá Conocer y cumplir las instrucciones de trabajo establecidas por la empresa para garantizar la seguridad y salubridad de los alimentos.
4
Deberá mantener un grado elevado de aseo personal, llevar una vestimenta limpia y de uso exclusivo para la actividad laboral. Utilizar, cuando proceda, ropa protectora cubrecabeza y calzado adecuado.
5
Deberá cubrirse los cortes y las heridas con vendajes impermeables apropiados.
6
Deberá lavarse las manos con agua caliente y jabón o desinfectante adecuado, tantas veces como lo requieran las condiciones de trabajo y siempre antes de incorporarse a su puesto, y después de una ausencia o de haber realizado actividades ajenas a su cometido específico.
7
Informar al responsable superior o al responsable del establecimiento en el caso de padecer o manifestar síntomas de una enfermedad de transmisión alimentaria o que esté afectado, entre otras patologías, de infecciones cutáneas o diarrea, que puedan causar la contaminación directa o indirecta de los alimentos con microorganismos patógenos, con la finalidad de valorar conjuntamente la necesidad de someterse a examen médico. En caso necesario, el trabajador deberá ser excluido de las zonas de manipulación de alimentos mientras dure la afección.
Al mismo tiempo, el flujo de trabajo llevado a cabo en el proceso será fundamental con el fin de evitar la contaminación cruzada, pudiéndose producir directa o indirectamente.
Contaminación
Directa
Directa
Este tipo de contaminación se produce al entrar el elemento contaminante en contacto con el alimento: Por todo lo anterior, los manipuladores debemos seguir las pautas para que, durante todos los procesos, mantengamos las correctas medidas de higiene, y así evitar alteraciones que puedan ser producidas por una mala manipulación y, debido a ella, los alimentos manipulados puedan llegar a no ser aptos para el consumo.
Indirecta
Indirecta
La contaminación indirecta se produce cuando un elemento contaminante pasa al alimento, a través de una superficie, de otro alimento, etc. Podemos distinguir los siguientes casos:
- Entre alimentos y superficies: puede ser el caso de cortar verduras en una tabla donde previamente hemos racionado pescado o carne. En este caso, si no tenemos una tabla para cada tipo de género, debemos limpiarla y desinfectarla correctamente. Lo mismo puede ocurrir con utensilios (cuchillos, bandejas, sartenes, recipientes, etc.)

- Entre alimentos: alimentos que no se almacenan bien en una cámara o timbre frigorífico, poniendo al mismo nivel alimentos cocinados y crudos, o situando estos últimos en niveles superiores en la estantería, lo que puede producir la caída de elementos o líquidos sobre alimentos cocinados previamente, dando lugar a su contaminación.
Entre alimentos
Entre alimentos y superficies
Definición
Contaminación cruzada
Proceso irregular de transmisión de microorganismos desde un alimento contaminado a otro, normalmente desde un alimento crudo a un alimento ya cocinado, siendo una de las mayores causas de toxiinfecciones alimentarias.
Para saber más
Accede al siguiente enlace para ver un vídeo realizado por la asociación de manipuladores de alimentos ASONAMAN, en la que se presentan las reglas higiénicas del manipulador de alimentos.
Control de temperaturas
Resulta muy importante conocer las temperaturas más indicadas para cada tipo de producto, ya que no todos requieren de los mismos valores. Los valores más adecuados para cada tipo de producto son:
Por tanto, a la hora de aplicar la refrigeración se deberán controlar las temperaturas de forma adecuada para evitar contaminaciones o incidencias. Así, habrá que tener en cuenta una serie de consideraciones como:
Pulsa en cada uno de las consideraciones para el control de temperaturas para conocer en qué consisten.
Etiquetar
Para facilitar el control del tiempo de conservación, resulta apropiado etiquetar las materias primas con la fecha en la que se conservó en frío. Además, los recipientes o envases se deberán proteger correctamente para evitar que el frío entre en contacto directo con algunos alimentos como carnes, pescados, productos preparados, etc.
Separar
Para evitar contaminaciones cruzadas, se procederá a la separación física de los alimentos según su naturaleza, sobre todo de los elaborados, hasta el momento en que se proceda a su regeneración o servicio.
Mantener
Para garantizar que la temperatura de los generadores de frío se mantiene en sus parámetros correctos, con lo que los productos conservados tanto en refrigeración como en congelación no sufrirán cambios significativos de temperatura y, atendiendo al APPCC, se deberá seguir un control en las temperaturas de todos los generadores de frío.
Para saber más
Pulsa en el siguiente enlace donde se muestra un ejemplo de una tabla de control de temperaturas, en la que se incluye desde el aparato a controlar hasta la persona responsable del control.
Estas consideraciones, tienen como premisa fundamental tener un control exhaustivo de los elementos conservados, ya que durante el proceso de manipulación y conservación pueden ser contaminados o generar microorganismos, siendo una fuente de importantes Enfermedades de Transmisión Alimentaria, entre las que cabe destacar:
Infecciones alimentarias
Producidas cuando determinados microorganismos, ingeridos a través de los alimentos, se desarrollan en el tracto digestivo del hombre, como, por ejemplo, ocurre en la salmonelosis o la disentería.
Intoxicaciones alimentarias
Producidas por la ingestión de alimentos que contienen ciertas toxinas formadas por algunos microorganismos. Un ejemplo de este tipo de enfermedad es el botulismo
Toxiinfecciones alimentarias
Originadas por la presencia en los alimentos de gérmenes patógenos que, además de reproducirse, producen toxinas
Nota
De manera general, se llama toxiinfecciones alimentarias a todo el conjunto de enfermedades de transmisión alimentaria.
Dichas enfermedades se desarrollan en base a tres principios básicos, siendo:
Agente causal, normalmente bacteriano
Alimentos que permitan su reproducción
Personas susceptibles de padecer dicha toxiinfección
Juntos con estos elementos, es necesario que acontezcan también una serie de factores o condiciones esenciales que contribuyan a que aparezca:
Desarrollándose como gérmenes y enfermedades más importantes en torno a la ingesta de alimentos las siguientes:
Pincha en cada uno de los microorganismos para conocer qué enfermedad producen, sus síntomas y las medidas preventivas a adoptar.
Salmonella
La salmonella es el germen responsable de la principal infección alimentaria que puede sufrir el consumidor, denominada
Salmonelosis. En España es el germen causante de aproximadamente el 50% de las enfermedades de origen alimentario que sufre la población.
Es un germen que se encuentra en el intestino de las personas y animales, siendo eliminado por las heces, en la superficie de los huevos, en las verduras regadas con aguas residuales y en la piel y las patas de ratas, ratones e insectos. Por ello, debe prestarse especial atención a los huevos (mayonesas, salsas...), carnes de ave, pasteles, leches y productos lácteos.

Pueden existir portadores sanos que se desarrollen como trasmisores de la enfermedad, pero que no presenten ningún síntoma.
Sus síntomas comienzan a manifestarse habitualmente en un periodo de tiempo comprendido entre las 6 y 48 horas después de la ingesta del alimento contaminado. Los principales efectos o síntomas son náuseas, vómitos, dolores abdominales, dolor de cabeza, diarrea y fiebre. Estos síntomas pueden persistir entre 1 y 7 días. La evolución de la enfermedad puede complicarse, existiendo la posibilidad de derivar en la muerte, sobre todo de pacientes ancianos, niños o enfermos.
Las principales medidas preventivas que el manipulador de alimentos debe adoptar para el control de este germen son:
- Extremar las precauciones sanitarias en mataderos.
- Conservar refrigerados, rápida y adecuadamente, los alimentos.
- Mantener una adecuada higiene personal, con un frecuente lavado de manos.
- Mantener una escrupulosa limpieza en utensilios, maquinaria y superficies de trabajo.
- Evitar la contaminación cruzada por el contacto de alimentos crudos con alimentos cocinados, y no utilizar nunca huevos sucios o con las cáscaras rotas.
- Cocinar adecuadamente los alimentos, evitando en lo posible el consumo en crudo o empleando alimentos alternativos.
Estafilococos
La enfermedad que producen se denomina
Intoxicación Estafilocócica. Es la segunda causa de toxiinfecciones alimentarias, después de la salmonelosis.
Los estafilococos se localizan principalmente en la nariz, garganta y en las lesiones de la piel de animales y personas, existiendo un gran número de portadores sanos (transmisores de la enfermedad, que no experimentan síntomas).
Se reproducen rápidamente a temperatura ambiente en los alimentos, produciendo la toxina causante de la enfermedad. Esta toxina, además, no se destruye por el calor.
Los principales alimentos con riesgo de estar contaminados por estafilococos son las carnes y productos cárnicos, aves, leches y derivados, salsas y pasteles.
Los síntomas comienzan a aparecer en un intervalo de 1 a 8 horas tras la ingesta del alimento contaminado. Sus principales síntomas son náuseas, vómitos, dolor abdominal y diarrea. También pueden aparecer calambres musculares, escalofríos, pudiendo desembocar en un estado de shock. Es característica la ausencia de fiebre. Los síntomas se mantienen durante 24 o 48 horas, siendo la mortalidad de esta enfermedad muy baja.
Las principales medidas preventivas que debe adoptar el manipulador de alimentos son:
- Extremar las medidas de higiene personal, protegiendo siempre las heridas y limitando al máximo la manipulación del alimento directamente con las manos.
- Conservar el alimento refrigerado, sin demoras y adecuadamente según sus características.
- Cocinar adecuadamente el alimento, ofreciéndole el adecuado tratamiento térmico.
- Mantener una correcta limpieza de los utensilios, maquinaria y superficies de trabajo.
Clostridium botilinum
Este germen provoca la enfermedad denominada
Botulismo.
Se encuentra en el suelo, sobre todo en la tierra, por lo que puede aparecer en vegetales. También se encuentra en los intestinos, apareciendo en carnes y pescado. Además, puede estar presente en conservas poco ácidas de vegetales, carnes y pescados.

Es un germen anaerobio, es decir, se multiplica sin oxígeno, y también es esporulado. Las esporas sobreviven a la cocción, pero su toxina puede destruirse por el calor. Los síntomas comienzan a manifestarse entre 18 y 36 horas después de la comida, apareciendo dolor de cabeza, trastornos nerviosos (debilidad, vértigo, alteraciones de la visión y de la voz, fallo respiratorio) y parálisis progresiva.
Existe el riesgo de que esta enfermedad derive en la muerte.
Las medidas preventivas que debe adoptar un manipulador de alimentos son las siguientes:
- Extremar la precaución en la producción de conservas, limpiando meticulosamente los alimentos que se utilizarán como materia prima. Es recomendable evitar la fabricación de conservas caseras.
- Conservar refrigeradas las semiconservas.
- Realizar los oportunos controles bacteriológicos de los productos sometidos a tratamientos de conservación, tales como esterilización, salazón...
Listeria
La listeria es un microorganismo considerado de bajo riesgo por su baja incidencia, pero se trata como patógeno emergente, ya que se considera que en un futuro no muy lejano podría ser una de las principales causas de toxiinfecciones alimentarias, debido al aumento de la población de riesgo (por el aumento de la esperanza de vida de los ancianos) y a las dificultades existentes para su eliminación. La enfermedad que provoca se denomina
Listeriosis.
Se encuentra principalmente en el suelo y en la materia orgánica en descomposición, aunque también aparece en aguas residuales, comida animal, desechos de mataderos, aparato digestivo de animales, etc. Por su gran dispersión tiene muchas oportunidades de contaminar alimentos a lo largo de la cadena alimentaria. Los alimentos con mayor potencial de riesgo son la leche, el queso, los vegetales frescos, el pollo y pavo, las setas, entre otros.
Los productos refrigerados y congelados pueden contener este germen, ya que puede vivir y multiplicarse a bajas temperaturas. La bacteria es bastante resistente al calor, por lo que puede persistir en productos poco cocinados o precocinados. Por otra parte, es una bacteria que se adhiere muy bien a las superficies lisas, como el acero inoxidable, por lo que éstas también pueden considerarse como un importante foco de infección.
Los síntomas que aparecen en esta enfermedad dan lugar a fiebre, alteraciones gastrointestinales y dolor muscular. La infección se extiende a través del sistema nervioso, originando pérdida de equilibrio, dolor de cabeza o confusión. Puede desembocar en septicemia, meningitis y aborto natural, en caso de mujeres embarazadas.
Es una enfermedad que afecta seriamente a personas en situación de riesgo, como recién nacidos, ancianos, embarazadas o personas con el sistema inmunitario deprimido.
El manipulador debe adoptar las siguientes medidas preventivas:
- Cocinar adecuadamente el producto, por encima de los 70°C en el centro del mismo, especialmente los alimentos de alto riesgo, como carne de ave, salchichas o productos precocinados.
- Estos alimentos nunca deben mantenerse a temperatura ambiente, sino refrigerados.
- Extremar las buenas prácticas de manipulación, especialmente con un frecuente y correcto lavado de manos.
- Emplear para la elaboración del alimento final, materias primas refrigeradas, para que las posibilidades de manipulación bacteriana sean mínimas.
- No consumir sobras de días anteriores.
- Mantener en frío las ensaladas, hasta el momento de consumirlas.
- No consumir leche que no esté pasteurizada o esterilizada.
- Realizar una adecuada limpieza y desinfección de las superficies de trabajo.
Escherichia coli
Es una bacteria de las más abundantes en el tubo digestivo de los mamíferos, incluido el hombre. Normalmente, su presencia en el intestino es inocua, e incluso beneficiosa para la salud. Sin embargo, existen algunas cepas de esta bacteria que son capaces de producir trastornos gastrointestinales más o menos graves. Este es el caso de la E. Coli O157:H7, que es la variante responsable de la mayoría de los procesos patológicos.
Este microorganismo puede llegar a sobrevivir a temperaturas relativamente altas e incluso resistir la presencia de ácidos débiles.
Los principales alimentos con riesgo de contenerla son las carnes poco cocinadas, especialmente bovinas (hamburguesas poco hechas, por ejemplo), leche y derivados, salamis, mayonesas, ensaladas, vegetales, pescados ahumados y almejas.
Sus síntomas se caracterizan por dar lugar a diarreas abundantes, acuosas y sanguinolentas. Si éstas no se controlan pueden extenderse desde los intestinos a otros órganos (especialmente los riñones), ocasionando graves daños.
El manipulador debe adoptar las siguientes medidas preventivas en este caso:
- Cocinar adecuadamente los alimentos, superando los 70°C en el centro del producto, especialmente en productos elaborados a base de carne bovina.
- Desinfectar y limpiar los vegetales crudos con lejías de uso alimentario.
- No utilizar vegetales que hayan sido regados con aguas fecales.
- Evitar el contacto de la carne con las heces durante el proceso de sacrificio de los animales.
- Extremar una correcta higiene por parte del manipulador, con un frecuente y adecuado lavado de manos.
Campylobacter
Este es un organismo desconocido para la mayor parte de la sociedad, a pesar de que es el segundo agente causal de enfermedades transmitidas por los alimentos.
Se encuentra en los intestinos de los animales y también en el hombre. Por lo tanto, está presente en las heces, pudiendo contaminar los alimentos y las aguas.
Los alimentos con alto riesgo son el pollo poco cocinado, la leche fresca, las almejas crudas, la carne picada, tartas, etc.
Sus primeros síntomas aparecen en un intervalo de entre 1 y 7 días, tras la ingesta del alimento contaminado. Los principales síntomas son fiebre, calambres abdominales y diarrea. La diarrea en un primer momento es líquida y puede contener sangre o mucosidad. Aunque, habitualmente es débil, es posible que pueda agravarse, por lo que debe vigilarse su evolución para evitar la deshidratación del afectado, que se manifiesta como aumento de sed, irritabilidad, cansancio, somnolencia, hundimiento de los ojos, boca y lengua seca, piel seca y disminución de la frecuencia de excreción urinaria.
La infección suele remitir espontáneamente a los pocos días, aunque, en ocasiones, es necesario el ingreso del afectado en el hospital, en caso de que los síntomas persistan más de lo habitual.
Las principales medidas preventivas que debe adoptar el manipulador son:
- Realizar un buen cocinado del alimento, ya que no resiste altas temperaturas.
- Mantener la cadena de frío en todo momento.
- Limpiar y desinfectar las superficies y utensilios de trabajo, para evitar la contaminación cruzada.
- Extremar las medidas de higiene personal del manipulador, con un adecuado y frecuente lavado de manos.
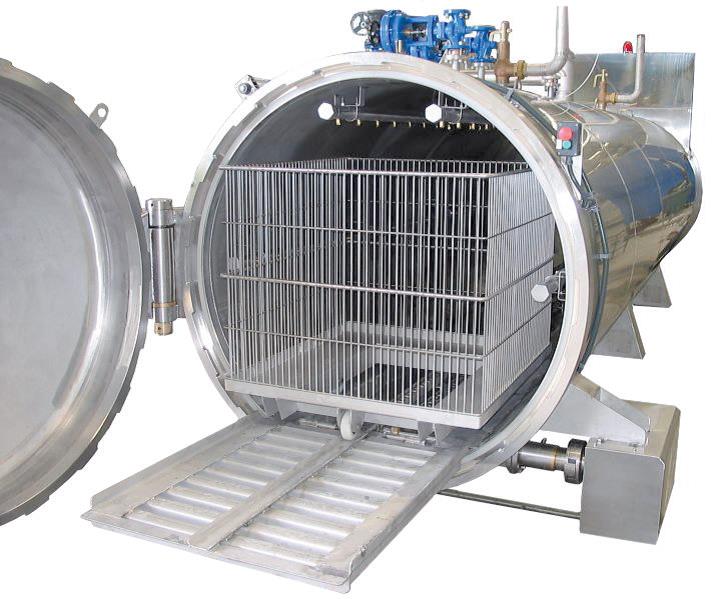
Instalaciones
Los principales sistemas de producción de frío para la conservación y mantenimiento de los alimentos son las cámaras de congelación y refrigeración. Su propósito último es prolongar la vida productiva de los productos con el descenso de las temperaturas de un modo constante en un contexto industrial.
Las instalaciones frigoríficas pueden ser de forma muy diversa, siempre en función de las características del establecimiento: no es lo mismo una empresa dedicada a la restauración donde las instalaciones frigoríficas estarán destinadas a la conservación de las materias primas empleadas, que una empresa de conservación y distribución de alimentos refrigerados.
Las instalaciones de estas últimas empresas son tecnológicamente más avanzadas con la consecuente inversión económica que ello supone.
Los equipos de refrigeración más utilizados para la conservación de alimentos son:
Pulsa en cada uno de los equipos de refrigeración para conocer sus características.
Es importante destacar que los equipos e instalaciones utilizados en el proceso de refrigeración deben presentar un diseño adecuado, así como estar fabricados a base de materiales autorizados, evitando la transmisión de sus componentes a los alimentos, ya que esto puede representar desde un peligro para la salud hasta la alteración o modificación de la composición del alimento.
Así mismo, es fundamental en el diseño de las instalaciones frigoríficas la estimación previa de las necesidades de almacenaje, ya que su capacidad deberá cubrir dichas previsiones.
Un correcto diseño de las instalaciones frigoríficas deberá asegurar un correcto almacenamiento de los productos, evitando su contaminación, así como la rotura de la cadena de frío
Atendiendo a la normativa vigente es importante destacar como principios a tener presentes ante el diseño y construcción de instalaciones frigoríficas las siguientes premisas:
Hacer uso de material autorizado, siendo el acero inoxidable y los plásticos autorizados los más extendidos por su durabilidad y resistencia.
El revestimiento interior de las cámaras frigoríficas deberán ser lavables y desinfectables, presentando esquinas y uniones con paredes y suelos redondeadas.
Los suelos serán lisos, antideslizantes, impermeables y resistentes.
Las puertas de las cámaras serán Isotermas, de cierre hermético y de fácil limpieza .
La iluminación de las instalaciones permitirá llevar a cabo una perfecta limpieza y desinfección.
Importante
En una misma cámara frigorífica no deben almacenarse al mismo tiempo materias primas con productos elaborados, productos vegetales con productos de origen animal, siempre y cuando no estén envasados y aislados debidamente.
Actividades
Como has podido comprobar tanto el diseño como la distribución y capacidad frigorífica serán factores determinantes en la construcción de una instalación frigorífica, siendo los materiales plásticos y acero inoxidable los elementos constructivos más extendidos por su durabilidad, resistencia y facilidad de mantenimiento, aunque no son los únicos. Por ello, realiza una búsqueda de los materiales autorizados a entrar en contacto con los alimentos, exponiendo al mismo tiempo su idoneidad de uso y características.
Podrás debatir sobre los materiales, su uso y características con el fin de obtener con la colaboración de todos los participantes un listado completo.
Envases
Otro aspecto importante sobre la refrigeración de los alimentos, son los envases destinados a su conservación, ya que han de cumplir una serie de normas para garantizar la correcta conservación.
Estos envases han de ser:
Exclusivos para la conservación de alimentos y no reutilizados.
Han de ser impermeables, no permitiendo el filtrado de líquidos, lo que facilitaría la contaminación cruzada.
Resistentes a golpes, ya que una rotura del envase contaminaría el producto, pudiendo provocar algún accidente al consumidor por la ingestión de restos de envase.
Soportarán temperaturas bajas sin que se vea afectada su estructura.
Fabricados con materiales que impidan que el producto se adhiera en el proceso de conservación.
El tipo de envase más empleado es el recipiente de plástico, de diferentes medidas y composiciones en función a su finalidad, o de acero, como es el caso de los recipientes gastronorm.
Simbología utilizada por normativa, representando que el material es apto para entrar en contacto con los alimentos.
A la hora de la elección de un envase, destinado a la conservación de un producto, habrá que tener presente, además de su formato, las características a las que puede ser sometido el material que lo compone con el fin de no contaminar el producto durante su conservación, regeneración, abatimiento, etc. Así, además del símbolo ya presentado (copa y tenedor) que indica su idoneidad para entrar en contacto con los alimentos, existen otras descripciones que nos permiten comprobar las propiedades de los plásticos que los componen o las características ante su uso, sirvan como ejemplo los siguientes:
Código identificación recinas
Con el fin de identificar el tipo de plástico utilizado en la realización del envase y respetar las pautas indicadas bajo los organismos oficiales como la Agencia Europea de Seguridad Alimentaria, se deberá tener presente el “Código de Identificación de Resinas” creado por la sociedad de Industrias del Plástico (Codificación SPI), en el que se diferencian siete categorías, representadas por un número entre flechas formando un triángulo.
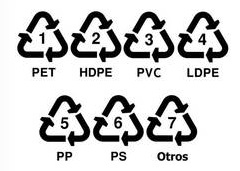
Dicha clasificación diferencia entre:
- Código 1: Polietileno Tereftalato
- Código 2: Polietileno de Alta Densidad
- Código 3: Policloruro de Vinilo
- Código 4: Polietileno de Baja Densidad
- Código 5: Polipropileno
- Código 6: Poliestireno
- Código 7: Otros plásticos como Polisulfona, Poliéter Amida, etc.

Nota
Simbolo utilización
Los envases también serán dotados de símbolos de utilización, con el fin de hacer un uso correcto de ellos, ya que todos los materiales, no tienen las mismas características y pese a que pueden presentar características muy parecidas su uso puede estar limitado. Así, algunos de los símbolos más estandarizados son los siguientes, describiéndose como:
- 1: Envase libre de Bisfenol A
- 2: Apto para refrigeración o congelación
- 3: Soporta temperaturas de regeneración hasta 90ºC y de refrigeración hasta -25ºC
- 4 : Apto para limpieza en lavavajillas
- 5: Apto para regeneración en microondas

Actividades
Los géneros perecederos comercializados en crudo se asocian con unos periodos de conservación muy bajos debido a la hermeticidad de los envases. En base a este principio, se ha llevado a cabo la generación de los denominados envases inteligentes, permitiendo un intercambio de gases durante el almacenado, conocer el histórico de temperatura a la que ha sido sometido el producto, etc.
Dado el desarrollo continuo de nuevos materiales, lleva a cabo una búsqueda de los últimos avances al respecto, describiendo sus características y cualidades.
Podrás debatir sobre la idoneidad de estos nuevos productos en relación a la comercialización y envasado de productos crudos con el fin de obtener con la colaboración de todos los participantes un listado de los materiales más significativos.
Para saber más
Accede al siguiente enlace en el que se presenta el Reglamento (UE) nº 10/2011 de la comisión, de 14 de enero de 2011 sobre materiales y objetos plásticos destinados a entrar en contacto con alimentos, pudiendo al mismo tiempo comprobar sus actualizaciones llevando a cabo un informe resumen con los datos más importantes.
Aplicación práctica
Duración: 15 minutos
Objetivo: Identificar los tipos de envases aptos para entrar en contacto con los alimentos, así como sus características de uso.
En “Cannery Global” se ha llevado a cabo el lanzamiento de un nuevo producto. Se trata concretamente de verduras limpias, cortadas y envasadas en atmósfera controlada, con el fin de que el consumidor pueda llevar a cabo su cocción al microondas en el mismo recipiente de envasado.
Para ello se ha pensado en elegir un plástico con base de polietileno tereftalato, indicando en su etiquetado los símbolos correspondientes a su uso como son:
¿Se ha actuado de forma correcta a la hora de llevar a cabo la elección del material de envasado? ¿Se comete algún error a la hora de grabar dicha simbología en el envase?
Justifica tu respuesta, indicando en caso de error que tipo de material se debería haber utilizado, así como la simbología a utilizar.
1.2. La congelación
La ultra congelación y conservación de los productos ultra congelados
La congelación es un proceso de conservación consistente en aplicar a un alimento frío el suficiente para que el contenido líquido que contiene pase a estado de congelación, es decir a temperaturas por debajo de 0 °C.
Como se verá a continuación no solo es importante la cantidad de frío que se le aplique al producto en sí, sino el tiempo a que este está sometido al mismo. De este tiempo y temperatura dependerá el tamaño del cristal que se forma en la transformación de líquido a sólido.
Cuanto menor sea el tiempo de congelación de los productos, menor será el tamaño de los cristales de hielo, lo cual implica un mejor mantenimiento de la textura y aroma de los alimentos.
En la actualidad la conservación por congelación es el método de conservación más extendido, debido a la comodidad que representa para el usuario, así como la durabilidad que transfiere al producto, anulando, en algunos casos, la estacionalidad, puesto que un alimento bien congelado puede llegar a conservarse largos periodos (6 , 12, 18 meses, etc.), siempre considerando la naturaleza del producto, las preelaboraciones a la que ha sido sometido y el sistema de envasado que presenta.
En relación a la congelación, hay que destacar que todos los productos no reaccionan igual al proceso de congelación, debiéndose considerar tanto su composición, como sus características.
Ejemplo
En el caso de las piezas cárnicas se considera que estarán congeladas cuando la temperatura en el centro de la pieza adquiere -12.2ºC o menor.
El tiempo de congelación no debería ser mayor a una año en la mayoría de las cosas, ya que la grasa comenzará a degradarse, volviéndose granulosa y quebradiza, adquiriendo además sabores indeseables. Igualmente, la parte magra se decolora y el conjunto perderá volumen debido a la evaporación, fenómeno conocido como “quemadura por congelación” obteniéndose como resultado un carne reseca.
Para saber más
En base al artículo descrito por Félix Martín a través del portal “restauración colectiva”, en el que se presentan los cambios y alteraciones en los alimentos durante el proceso de congelación, realiza una lectura rápida, destacando las ideas más relevantes para ti, pudiendo comprobar su desarrollo a lo largo del estudio del contenido.
La congelación es una de las técnicas de conservación de alimentos más eficaces y usadas. Tanto la congelación como la ultracongelación, utilizadas en la industria, suponen un método de preservación que garantiza la inocuidad de los alimentos, así como el mantenimiento de la calidad sensorial y organoléptica de los mismos. No obstante, el control del proceso de ultracongelación resulta vital para garantizar la posterior conservación y seguridad de los productos.
El agua es el principal componente de la mayoría de los alimentos y la principal responsable de su textura. Congelar los alimentos significa congelar el agua que contienen.
Congelación rápida
Lo mejor es hacerlo de manera rápida, así se forman más cantidad de cristales de hielo de pequeño tamaño y se mantiene la textura y el aroma natural de los alimentos.
Congelación lenta
Se forman pocos cristales de gran tamaño, que provocan la rotura de tejidos celulares en los alimentos con la consiguiente pérdida de textura durante el descongelado. Durante la posterior descongelación, estos alimentos no podrán reabsorber toda la cantidad de agua y se convertirán en un producto seco.
Para disminuir la temperatura de los alimentos se suele trabajar con congeladores mecánicos, que utilizan el aire o el contacto con superficies frías como medio de congelación. Otra manera de garantizar el descenso de la temperatura es el uso de los fluidos criogénicos, principalmente nitrógeno líquido y anhídrido carbónico, y que dan lugar a los productos ultracongelados.
Nota
La Directiva 89/108 de la Unión Europea autoriza como sustancias congelantes, exclusivamente, al nitrógeno, el anhídrido carbónico y el aire.
Una inadecuada congelación romperá las fibras del alimento, por lo que su descongelación dará como resultado pérdida de agua, así como texturas blandas, no características del producto
Sabías que...
Hay productos, como en el caso de algunos pescados provenientes de aguas heladas, que por su naturaleza poseen las denominadas proteínas anticongelantes (AFP).
La aparición de dichas proteínas y su extracción, ha posibilitado su inclusión en otros productos, como la carne, evitando en el proceso de congelación y descongelación la formación de grandes cristales, que se traduce en el goteo y pérdida de nutrientes.
En la actualidad la utilización de fluidos criogénicos, asociados a las técnicas de nucleación, se ven complementadas con la introducción de otras técnicas, que aunque en vías de desarrollo, están cada vez más presentes. Se trata de la inclusión de ultrasonidos, campos magnéticos y cambios de presión en el proceso de congelación.
Independientemente de la técnica utilizada en el proceso de congelación, será fundamental evitar romper dicha cadena de frio durante el proceso, así como durante su manipulación posterior.
Para saber más
Como se ha indicado la inclusión de ultrasonidos, campos magnéticos y cambios de presión en el proceso de congelación aún están en fase de desarrollo, aunque los resultados obtenidos en los estudios resultados evidencian su pronta implantación.
Accede al siguiente estudio desarrollado por el instituto de ciencia y tecnología de alimentos y nutrición en el que se desarrollan los resultados obtenidos en base a la utilización de estos principios.
Los congeladores criogénicos contactan directamente con los alimentos. Por ello, los fluidos deben ser lo bastante inertes como para no ceder a los alimentos componentes que puedan suponer un peligro para la salud del consumidor. Tampoco deben originar una modificación inaceptable en la composición del alimento ni alterar sus características organolépticas.
El uso de esta técnica se basa en el contacto del líquido a muy bajas temperaturas con el alimento que se va a congelar; la transmisión térmica es notablemente superior y el proceso de congelación se realiza de manera muy rápida. Estos fluidos no son tóxicos ni transmiten gusto u olor al alimento. El producto final es el alimento ultracongelado de gran calidad pero también de elevado coste.
- Menor gasto de instalación en comparación con los sistemas de frío mecánico.
- Los equipos utilizan menos espacio físico.
- Una reducción en las pérdidas de peso del producto por deshidratación.
- Menor consumo energético.
- Los fluidos se evaporan al contactar con el alimento.
- No son reutilizables.
- Conllevan un gasto económico muy elevado.
Uno de los medios utilizados hasta ahora referidos a la necesidad de llevar a cabo una congelación rápida se ha basado en la utilización del denominado hielo seco, mostrando un menor coste de utilización frente a productos tales como el nitrógeno líquido.
Su poder de enfriamiento es menor al desarrollado por el nitrógeno, pero aun así, llega a ser tres veces superior al del hielo normal, llegando a temperaturas de -80ºC. Al mismo tiempo, el hielo seco tiene la facultad de no producir agua en el proceso de descongelación, pasando directamente a evaporación, siendo otra de las ventajas de su utilización, sin olvidar la acción antimicrobiana que muestra, ralentizando el desarrollo de mohos, levaduras y bacterias.
Todas estas cualidades, unidas a su fácil manejo, hacen que esté presente en la industria alimentaria, relacionándose con los procesos de transporte y conservación principalmente.
El hielo seco es dióxido de carbono en estado sólido, no desprendiendo agua en su descongelación, siendo además de su poder de enfriamiento, otra de las ventajas de su utilización.
Aplicación práctica
Duración: 15 minutos
Objetivo: Utilización correcta de los denominados productos criogénicos.
“Cannery Global” ha incluido en su cartera de productos las carnes congeladas. Como responsable de dicha distribución, has pensado imponer como sistema de conservación el uso del Nitrógeno Líquido, obteniendo un producto de mayor calidad frente a la competencia, que uso en los procesos de enfriamiento y congelación sistemas tradicionales como el uso del hielo. Al mismo tiempo, es importante ser competitivos en torno al precio, por lo que el uso del nitrógeno líquido queda fuera de nuestro alcance.
¿Qué otro sistema de producción de frio puedes adoptar con el fin de obtener un producto de mayor calidad que la competencia, reduciendo al mismo tiempo costos de producción en relación al uso del Nitrógeno líquido?
Aplicación en los alimentos
En la industria alimentaria la ultracongelación se aplica a una amplia gama de productos, entre los que destacan los panificados, las carnes, los pescados, los mariscos, los vegetales y las comidas preparadas. Para todos estos productos es imprescindible el correcto uso de medidas de seguridad durante todo el proceso de congelación así como en su posterior conservación.
Algunas de estas medidas son:
Los envases deben asegurar una buena preservación y resistencia a los procedimientos de ultracongelación y al posterior calentamiento culinario si es el caso.
El etiquetado de los alimentos ultracongelados debe incluir la denominación de venta, la mención “ultracongelado” y la identificación del lote. También debe aparecer la fecha de duración mínima, el período durante el cual el destinatario puede almacenar los productos ultracongelados, la temperatura de conservación y el equipo de conservación exigido.
Nota
El mercado de los congelados es imparable y se convierte en uno de los más dinámicos dentro del conjunto de productos alimentarios. Su estudio, control y potencial hacen de esta técnica una de las más importantes en lo que a seguridad y calidad alimentaria se refiere.
Actividades
Con el fin de lanzar una nueva gama de productos alimentarios conservados en congelación, se requiere del diseño de una nueva etiqueta y la elección de un recipiente de conservación. En base a la normativa vigente referida al etiquetado y uso de materiales a entrar en contacto con los alimentos, que premisas se deberán tener presentes ante la necesidad de envasado, conservación y comercialización un nuevo producto sometido a congelación.
Podrás debatir sobre el tipo de materiales y las necesidades específicas de etiquetado, con el fin de obtener una conclusión en base a las necesidades de identificación del material e identificación mediante el etiquetado.
Baja temperatura y conservación
Las variaciones de temperatura durante el almacenamiento o el transporte, así como las que sufren los alimentos en el punto de venta, son inevitables por razones técnicas. Sin embargo, estas serán tolerables siempre y cuando se garantice que no peligra la seguridad del alimento.
Ante este hecho, la industria debe garantizar la seguridad de los alimentos mediante correctas prácticas de conservación y distribución.
Nota
La temperatura es uno de los principales culpables de la proliferación bacteriana. Disminuirla hasta niveles en los que sea imposible la vida bacteriana hace posible la seguridad en los alimentos, así como la conservación de los mismos durante largos períodos de tiempo.
Los congelados constituyen uno de los productos más seguros del mercado y raramente se producen intoxicaciones alimentarias en este tipo de productos. No obstante, a la hora de adquirirlos es necesario:
Comprar únicamente envases limpios y sin roturas.
Rechazar los envases con escarcha, los que al presionarlos con los dedos estén blandos o cuando el producto se encuentre apelmazado. Esto indica que en algún momento se ha roto la cadena de frío.
Comprobar que el producto esté bien etiquetado. Debe incluir la fecha de elaboración y de caducidad, así como las normas de almacenamiento y preparación.
Para transmitir una mayor seguridad en torno al cumplimiento de estas premisas, en la actualidad se han incorporado los llamados envases inteligentes, permitiendo detectar posibles alteraciones referidas a la rotura de la cadena de frío, exposición a alteraciones químicas o microbiológicas, etc. consiguiéndose mediante el uso de nuevos materiales entre los que se encuentran los denominados materiales inteligentes y nanomateriales.
Ahora, por ejemplo será posible saber si un producto envasado ha sido sometido a fluctuaciones de temperatura, rompiéndose la cadena de frío, si su composición se ha visto modificada debido a pequeñas fisuras, o incluso si su almacenamiento y transporte ha sido correcto.
Para saber más
Accede al siguiente artículo en el que se muestran algunos de los ejemplos en torno al uso de materiales inteligentes usados en el proceso de envasado.
Actividades
En base a la presentación realizada en el artículo anterior (Envasado inteligente, futuro de la información al consumidor), indica que ventajas ofrecerá su uso en torno al envasado y comercialización de los productos congelados.
Podrás debatir las ventajas y desventajas de su uso en relación a los productos congelados, justificando cuál o cuáles deberán ser las principales funciones a perseguir, pudiendo con ayuda del resto de participantes sacar una conclusión global.
Transporte de congelados
Siguiendo con el APPCC, el transporte de congelados es un punto crítico que se deberá tener bien controlado, habrá que asegurar que el transporte de las materias primas que se vayan a adquirir de los proveedores se realicen en las mejores condiciones higiénicas posibles, ya que de ello dependerá en gran medida la calidad higiénica de los productos que se vayan a elaborar.
Seguidamente se estudiarán los principales peligros, medidas preventivas y correctoras implicadas en el transporte de congelados.
Pulsa sobre los botones para desplegar la información.
Es importante destacar que el transporte de congelados requiere de la conservación de la temperatura del producto; para ello, en base a las necesidades propias del producto congelado, así como de las necesidades de logística, existe una normativa específica relacionada con la identificación de los medios de transporte , diferenciándose entre:
Vehículo refrigerante
Se trata de vehículos dotados de un aislante, pero no de un sistema mecánico de producción de frio, siendo principalmente el hielo o el gas el principal producto utilizado para bajar la temperatura.
Atendiendo a la temperatura que permiten en su conservación, los vehículos refrigerantes diferencian entre las siguientes clases:
- Clase A: Permiten una temperatura de hasta +7ºC
- Clase B: Permiten una temperatura de hasta -10ºC
- Clase C: Permiten una temperatura de hasta -20ºC
- Clase D: Permite una temperatura máxima de 0ºC
Vehículo frigorífico
Se trata de vehículos dotados de aislante y sistemas mecánicos de producción de frio mecánico como puede ser un compresor, una máquina de absorción, etc.
Atendiendo a la temperatura de regulación interior de la caja, se diferencian las siguientes clases:
- Clase A: Permite una regulación de temperatura interior de entre +12 ºC y 0ºC
- Clase B: Permite una regulación de temperatura interior de entre +12ºC y -10ºC
- Clase C: Permite una regulación de temperatura interior de entre +12 y -20ºC
- Clase D: Permite una temperatura interior inferior a 0ºC
- Clase E: Permite una producción de frío inferior a -10ºC
- Clase F: Permite una producción de frío inferior a -20ºC
Vehículo calorífico
Se trata de vehículos isotermos dotados de dispositivos que permite una temperatura interior superior a los 12ºC, manteniéndola al menos durante 12 horas, diferenciándose entre dispositivos de Clase A, para temperaturas medias exteriores de -10ºC y Clase B, para temperaturas exteriores de -20ºC

Nota
A partir de esta diferenciación y atendiendo a las características de temperatura soportadas, se diferencia según su homologación:
RNA = refrigerante normal clase A.
RRA = refrigerante reforzado clase A.
RRB = refrigerante reforzado clase B.
RRC = refrigerante reforzado clase C.
RND = refrigerante normal clase D.
RRD = refrigerante reforzado clase D.
FNA = frigorífico normal clase A.
FRA = frigorífico reforzado clase A.
FRB = frigorífico reforzado clase B.
FRC = frigorífico reforzado clase C.
FND = frigorífico normal clase D.
FRD = frigorífico reforzado clase D.
FRE = frigorífico reforzado clase E.
FRF = frigorífico reforzado clase F.
CNA = calorífico normal clase A.
CRA =calorífico reforzado clase A.
CRB = calorífico reforzado clase B.
Aplicación práctica
Duración: 15 minutos
Objetivos: Conocer los dispositivos de transporte Isotermos adecuados atendiendo al tipo de producto y su temperatura de conservación
Antonio, responsable de logística de la empresa “Cannery Global” ha decidido llevar a cabo la incorporación de nuevos sistemas de transporte para la empresa, incorporando vehículos bajo la calificación de FRF y FRE, dado que se ha incrementado la demanda de fruta y verdura, necesitando más medios logísticos.
¿Se ha actuado de forma adecuada conociendo las necesidades de conservación de este tipo de productos? Justifica tu respuesta.
La correcta descongelación
Cuando un alimento se descongela, la capa superficial de hielo se funde formando una capa de agua líquida cuyas propiedades térmicas son inferiores a las del agua en estado sólido. Como consecuencia de ello, la velocidad con que se transfiere calor hacia el interior del alimento, aumentando este efecto aislante en la medida que la capa de alimento descongelado se incrementa. Es por ello que la descongelación de un alimento, para igual gradiente de temperatura, es más lenta que su congelación.
El daño celular provocado por la congelación lenta y la recristalización originan la pérdida de componentes celulares, lo que se manifiesta como un exudado en el que se pierden diversos compuestos de valor nutricional.
Importante
Durante la descongelación los productos a descongelar no deben estar en contacto directo con el líquido exudado, por lo que se colocarán sobre rejillas para evitarlo.
La descongelación debe ser concebida de manera que resulten mínimos los siguientes fenómenos:
Pérdidas por deshidratación.
Pérdidas por reacciones de deterioro.
La técnica utilizada para la congelación y descongelación de un producto debe considerar sus características, guardando especial interés en aquellos productos frágiles con gran proporción de agua.
Actividades
Antes de profundizar en los fenómenos propios de una correcta descongelación, busca información sobre la relación existente entre la cantidad de agua de un producto y los efectos que se producen en él durante el proceso de congelación y descongelación.
Al mismo tiempo y referido a las verduras, ¿Qué técnica o técnicas suelen ser usadas previas al proceso de congelación con el fin de obtener los mejores resultados?
Podrás debatir sobre las técnicas y métodos relacionados con los procesos de congelación, pudiendo así, con la ayuda de tus compañeros sacar una conclusión global.
Por esto, el proceso de descongelación más correcto se deberá realizar a temperaturas de refrigeración, es decir en cámaras frigoríficas, evitando así que la temperatura del género suba demasiado y se provoquen alteraciones, por ello se tendrán presentes las siguientes premisas:
La descongelación se llevará a cabo en cámaras frigoríficas, en torno a los 2 – 4 °C.
La utilización de los productos descongelados será inmediata.
La descongelación se llevará cabo muy lentamente y de una manera natural, así el proceso se lleva a cabo uniformemente. Esta norma debe ser aplicada tanto a las carnes crudas como a las cocinadas.
Durante la descongelación una parte del agua procedente de la fusión de los cristales de hielo no es reabsorbida y da lugar a exudación. Esto se traduce también en la cocción por una pérdida mayor de jugos que la que se observa en la carne fresca.
Es difícil decir que cantidad de peso se perderá durante la descongelación, ya que ello depende no solo de la exudación, sino también de diversos fenómenos físicos, ligados al procedimiento utilizado.
Nota
La descongelación genera por sí misma una cierta destrucción de la población microbiana al subir la temperatura de -7 a -1 °C, no obstante, los microorganismos que sobreviven pueden reemprender su actividad metabólica en la superficie del alimento, desde el momento en que se descongela y tanto más rápidamente cuanto mayor es la temperatura, aumentando este fenómeno en sustancias nutritivas.
Para saber más
Es importante destacar que la industria alimentaria está llevando a cabo estudios en torno a la eliminación de patógenos en los alimentos mediante el uso de la congelación. Dicho principio se basa en los niveles de pH, la posibilidad de descongelar y recongelar, etc.
Accede al siguiente artículo donde se lleva a cabo la exposición de las bases de esta afirmación.
Actividades
Podrás debatir sobre la consecuencia de la congelación en los microorganismos, así como establecer los principios en base a la afirmación dada con el fin de prevenir posibles contaminaciones relacionadas con una inadecuada manipulación.
Instalaciones
Al igual que con los equipos de refrigeración, los equipos de congelación dependerán de la actividad de la empresa y las necesidades de conservación de los productos.
Así, los equipos de congelación más comunes son:
Pulsa en cada uno de los equipos de congelación para conocer sus características.
1.3. La deshidratación
La ñora es uno de los productos presentados en el mercado haciendo uso de esta técnica. Su uso es muy apreciado en la preparación de arroces, guisos, salsas, etc. destacando entre otras la salsa romesco.
La conservación de los alimentos por deshidratación es uno de los métodos más antiguos, tuvo su origen en los campos de cultivo cuando se dejaban deshidratar de forma natural las cosechas de cereales, heno y otros antes de su recolección o mientras permanecían en las cercanías de la zona de cultivo.
El éxito de este procedimiento reside en que, además de proporcionar estabilidad microbiológica, debido a la reducción de la actividad del agua y fisicoquímica, aporta otras ventajas derivadas de la reducción del peso, en relación con el transporte, manipulación y almacenamiento. Para conseguir esto, la transferencia de calor debe ser tal que se alcance el calor latente de evaporación y que se logre que el agua o el vapor de agua atraviesen el alimento y lo abandone.
Para saber más
Accede al siguiente enlace en el que se estableen las ventajas de la deshidratación de productos alimenticios y las diferencias con otros tipos de conservación.
Deshidratación, la forma más antigua y sana de conservar los alimentos
La técnica de deshidratación se extiende a una amplia gama de productos: pescados, carnes, frutas, verduras, té, café, azúcar, almidones, sopas, comidas precocinadas, especias, hierbas, etc.
Es muy importante elegir el método de deshidratación más adecuado para cada tipo de alimento, siendo los más frecuentes:
Deshidratación al aire libre
Deshidratación al aire libre
Se trata de la técnica más antigua de llevar a cabo esta técnica, consiguiendo mantener gran parte de las propiedades nutricionales del alimento tratado, intensificando al mismo tiempo sus sabores. En contra de esta técnica está la necesidad de espacio, el tiempo y el clima, por lo que en la actualidad es un método reservado para ciertos productos artesanos.

Deshidratación por rocío
Se fundamenta en el hecho de que a presiones bajas la evaporación del agua se produce a menor temperatura, por lo que el producto a deshidratar sufre una menor transformación en torno a la perdida de propiedades organolépticas y nutritivas.

Deshidratación por aire
Fundamentado en la utilización de corrientes o flujos artificiales de aire a temperaturas reguladas, permitiendo desalojar el agua del producto tratado, pudiendo llegar a alcanzar una humedad en el producto inferior al 6%.
Esta técnica tiene el mismo fundamento que la deshidratación al aire libre, permitiendo controlar de manera exacta tanto la cantidad de aire como su temperatura. Al mismo tiempo, sistemas de conducción radiación, etc. permiten la deshidratación de producto en polvo o de formatos muy pequeños.

Deshidratación al vacío
Se fundamenta en el hecho de que a presiones bajas la evaporación del agua se produce a menor temperatura, por lo que el producto a deshidratar sufre una menor transformación en torno a la perdida de propiedades organolépticas y nutritivas.

El agua hierve a 100ªC a presiones de 1 atmósfera. A mayor presión, menor será la temperatura necesaria para producir dicha ebullición, por lo que el agua o caldo del producto, permitirá una evaporación a baja temperatura.
Deshidratación por congelación
Deshidratación por congelación
La deshidratación por congelación permite la eliminación del agua mediante la desecación al vacío a muy bajas temperaturas, consiguiendo un producto con tan solo un 2% de agua aproximadamente. Este sistema consigue eliminar la humedad del producto pasando de su estado sólido (congelación) a su estado gaseoso, no pasando por la fase líquida. Esta técnica, además de preservar las características nutricionales del producto, conserva las características organolépticas en torno a color, olor, etc.

Deshidratación por deshidrocongelación
Deshidratación por deshidrocongelación
Este proceso de deshidratación, diferencia dos fases. En primer lugar se lleva a cabo una deshidratación parcial del producto (50% aproximadamente), pasando a continuación a congelación, siendo sometido a una nueva deshidratación, facilitando así el proceso reduciendo en gran medida el tiempo necesario, así como la infraestructura necesaria.

Mediante este proceso, los productos tratados merman en gran medida sus características obteniéndose un producto final muy deformado y arrugado.
También es vital conocer la velocidad a la que va a tener lugar el proceso, ya que la eliminación de humedad excesivamente rápida en las capas externas puede provocar un endurecimiento de la superficie, impidiendo que se produzca la correcta deshidratación del producto.
La utilización de esta técnica basa su utilización en la dificultad que supone la reproducción bacteriana en ambientes secos, pudiendo disminuir o detenerse. Al mismo tiempo, la deshidratación también influirá en la proporción de nutrientes, pH, etc. factores esenciales para la reproducción.
Para saber más
Accede al siguiente material facilitado por “IN food quality” bajo el programa “Education and Culture Lifelong learning programme LEONARDO DA VINCI” en la que se muestra una pequeña introducción de los factores que afectan al crecimiento microbiano, así como información referida a la presentación de los principales grupos de microorganismos y sus peligros y riesgos.
Actividades
Imagina que tras la revisión llevada a cabo del último de los lotes de pescado deshidratado que ha llegado hasta la empresa “Cannery Global” se observa un fuerte olor a rancio, por lo que es descartado del proceso de comercialización.
¿Qué técnica de deshidratación podría haberse implantado frente a la utilizada (Deshidratación al aire libre) para evitar la oxidación excesiva de la grasa y con ello la aparición de sabores rancios?
Podrás debatir sobre las técnicas de deshidratación estudiadas con todos los participantes, para concluir con la descripción de la forma más adecuada en torno a las necesidades específicas del caso planteado.
Los factores que influyen en la elección del método óptimo y de la velocidad de deshidratación más adecuada son los siguientes:
Características de los productos a deshidratar
Entre las características de los productos a deshidratar se encuentran: la actividad del agua para distintos contenidos de humedad y a una temperatura determinada, resistencia a la difusión, conductividad del calor, tamaño efectivo de los poros, etc.
Se destacarán:
La conductividad del calor
Dependiendo del tipo de producto a deshidratar puede tardar más o menos en perder toda el agua, pero el paso del calor por la estructura del producto será mayor o menor dependiendo del contenido graso del producto.
Las características de las mezclas aire/vapor a diferentes temperaturas
Se debe tener en cuenta la mezcla de aire/vapor para realizar la deshidratación porque si la mezcla no es la correcta se pierde calidad en el resultado final del producto.
La capacidad de rehidratación o reconstrucción del producto después de un determinado tiempo de almacenamiento
Según el tipo de producto se puede almacenar más o menos tiempo ya que a pesar de estar deshidratado no quiere decir que se corte la descomposición del producto, con el tiempo la estructura de origen del producto va cambiando y eso hace que la reconstrucción sea más difícil.
550px
2
A continuación, realizarás una actividad en la que se presentan las características que influirán en el proceso y técnica de deshidratación, así como algunos de los productos que las poseen, facilitando o dificultando el proceso.
Dadas las siguientes opciones, relaciona el producto presentado y sus características organolépticas con las dificultades que puede presentar el proceso de deshidratación.
Productos muy grasos como queso, piñones, panceta - Tendrán poca conductividad del calor, dificultando el proceso de deshidratación
Producto de grandes dimensiones dispuestos de corteza ríjida - Dificultad para penetrar en los tejidos, así como evacuar el agua del producto
Productos ricos en nutrientes y vitaminas - Oscurecerán al contacto con el oxígeno del aire
Deshidratación al aire libre y por aire
La deshidratación al aire libre estará limitada a las regiones templadas o cálidas donde el viento y la humedad del aire son adecuados. Generalmente se aplica a frutas y semillas, aunque también es frecuente para algunas hortalizas como los pimientos y tomates.
La deshidratación por aire para que pueda llevarse a cabo de forma directa, es necesario que la presión de vapor de agua en el aire que rodea al producto a deshidratar, sea significativamente inferior que su presión parcial saturada a la temperatura de trabajo.
Puede realizarse de dos formas: por partidas o de forma continua.
Fresco → Deshidratado
Pulsa sobre las pestañas para desplegar la información.
Deshidratación por partidas
Si se desarrolla por partidas, el equipo consta para su realización de túneles, desecadores de bandeja u horno, desecadores de tambor o giratorios y desecadores neumáticos de cinta acanalada, giratorios, de cascada, torre, espiral, lecho fluidificado, de tolva y de cinta o banda. Estos equipos están diseñados de forma que suministren un elevado flujo de aire en las fases iniciales del proceso, que luego se irá reduciendo conforme se desplaza el producto sometido a deshidratación. Así por ejemplo, para porciones de hortalizas es común que se aplique un flujo de aire con una velocidad entre 180 a 300 metros por minuto, con temperaturas en el aire del bulbo seco del termómetro entre los 90 a 100 °C y temperaturas en bulbo húmedo inferiores a 50 °C. Posteriormente, conforme va descendiendo el contenido de humedad, se reduce la velocidad del flujo del aire y la temperatura de desecación desciende a 55 °C e incluso menos, hasta que el contenido de humedad resulta inferior al 6 %.
Deshidratación continua
Si se trata de forma continua, se tendrá que hacer uso de los desecadores de lecho fluidificado y aerotransportadores o neumáticos, donde la velocidad del aire debe ser suficiente para elevar las partículas del producto a deshidratar, determinando que se comporten como si de un líquido se tratase. Este método se emplea para productos reducidos a polvo, para productos de pequeño tamaño y para hortalizas desecadas.
Deshidratación por rocío
Los sistemas de deshidratación por rocío requieren la instalación de un ventilador de potencia apropiada, así como un sistema de calentamiento de aire, un atomizador, una cámara de desecación y los medios necesarios para retirar el producto seco. Mediante este método, el producto a deshidratar, presentado como fluido, se dispersa en forma de una pulverización atomizada en una contracorriente de aire seco y caliente, de modo que las pequeñas gotas son secadas, cayendo al fondo de la instalación. Presenta la ventaja de su gran rapidez.
Deshidratación al vacío
Este sistema presenta la ventaja de que la evaporación del agua es más fácil con presiones bajas.
En los secadores mediante vacío la transferencia de calor se realiza mediante radiación y conducción y pueden funcionar por partidas o mediante bandas continuas de vacío, controlando el proceso mediante pequeñas puertas en las entradas y las salidas de los productos.
Deshidratación por congelación
Consiste en la eliminación del agua mediante la evaporación directa desde el hielo y esto se consigue manteniendo la temperatura y la presión por debajo de las condiciones del punto triple (punto en el que pueden coexistir los tres estados físicos, tomando el del agua un valor de 0,0098 °C). Este método presenta las siguientes ventajas: se reduce al mínimo la alteración física de las hortalizas, mejora las características de reconstitución y reduce al mínimo las reacciones de oxidación y del tratamiento térmico.
Importante
Cuando se realiza la deshidratación mediante la congelación acelerada se puede acelerar la desecación colocando el material a deshidratar entre placas calientes.
Deshidrocongelación
La deshidrocongelación es un método compuesto en el que, después de eliminar aproximadamente la mitad del contenido de agua mediante deshidratación, el material resultante se congela con rapidez. Los desecadores empleados son los de cinta, cinta acanalada y neumáticos, siempre que la deshidratación se produzca de forma uniforme.
Entre las ventajas de este sistema se reduce en gran medida el tiempo necesario para la deshidratación y rehidratación y reduce aproximadamente a la mitad el espacio requerido para el almacenamiento del producto congelado. Sin embargo, el aspecto final del producto, que aparece arrugado, no es muy agradable para el consumidor.
Además de la deshidratación o su variante la deshidrocongelación, existen otros muchos sistemas para la conservación de los productos vegetales y setas, entre ellos, es muy importante la técnicas de conservación en vidrio o en lata, la conservación por ozono y la esterilización, todo ello descrito a continuación.
1.4. Encurtido
El ingrediente característico de un encurtido es el vinagre.
Este producto es característico por la gran cantidad de vinagre o acidulantes que contienen para su conservación, la mejor manera de tratar a este tipo de productos antes de su consumo, es lavarlos en abundante agua y escurrirlos. Algunos de los productos que se podrán encontrar en el mercado son:
Remolacha rallada o cortada en rodajas
Zanahoria rallada o cortada en trocitos o rodajas
Todos los productos que se pueden encontrar encurtidos son generalmente hortalizas y verduras que han sido transformados por una serie de aderezos que incluyen el vinagre.
Además de tener un control exhaustivo sobre los niveles de pH, acidez o incluso temperatura del producto durante su tratamiento, será imprescindible imponer un control de calidad basado en una correcta higiene, tanto del producto o materia prima utilizado como del procedimiento.
Así, cobra especial importancia en el proceso de elaboración una buena higiene personal, así como limpieza y desinfección del local, sin olvidar la imposición de un correcto procedimiento.
El manipulador deberá cuidar su higiene, así como utilizar los elementos de protección adecuados.
Otro aspecto importante es la calidad del producto a encurtir, debiendo ser siempre de primera calidad, ya que la técnica de encurtido tiene como prioridad conservar el producto.
La calidad del producto a encurtir será determinante, por tanto, se deberá hacer uso de productos de primera calidad.
Conociendo la importancia de una correcta manipulación e higiene del personal , así como la necesidad del uso de materia prima de primera calidad, también es importante llevar a cabo un correcto procedimiento de ejecución, debiéndose corresponder con el producto o productos tratados, siendo característicos los siguientes principios:
Higienizar el producto a encurtir eliminando partes no comestibles, restos de tierra, etc.
Establecer tiempos de cocción, siempre que sean requeridos por el producto a tratar.
Asegurar la proporción correcta de líquido de cobertura y peso de los vegetales.
Comprobar nivel de pH final.
Importante
Todo producto envasado y comercializado debe ser correctamente etiquetado debiendo contemplar los principios impuestos por la normativa vigente, reflejada en:
Actividades
En base a la normativa vigente relacionada con el etiquetado de alimentos presentada anteriormente, realiza un esquema resumen en el que se expongan las menciones obligatorias que deberán aparecer en el etiquetado de los productos encurtidos con el fin de poder llevar a cabo el diseño correcto de una etiqueta, así como también saber interpretar las etiquetas de los productos adquiridos.
Podrás llevar a cabo una comparativa de la normativa y posibles etiquetas de que dispongas, obteniendo una opinión global sobre la información obtenida, considerando la colaboración de todos los participantes.
Las hortalizas se pueden o no someter a la fermentación ácido-láctica, aunque no son las más usuales, se pueden conseguir encurtidos por la acción de azúcares, especias, esencias y aromas, pero nunca se puede olvidar el vinagre, pues sin este ingrediente nunca podría existir el encurtido.
Gracias a la acción del ácido acético la vida bacteriológica y por lo tanto su crecimiento es casi nulo y por esa misma regla el riesgo de intoxicación es prácticamente nulo.
Se haga como se haga el encurtido, los productos o la maquinaria que se utilicen en su elaboración quedan fuera de esta denominación los productos en los que su pH es superior al 4,5.
Los ácidos que intervienen son:
Pulsa sobre los botones para desplegar la información.
Recuerda la importancia del uso de recipientes higienizados para llevar a cabo esta elaboración, evitando posibles contaminaciones del producto.
Importante
No se utiliza un único ácido para el encurtido ya que generalmente interviene más de uno en el proceso, aunque el que aporta un sabor característico es el ácido acético, que también es el causante del pH final del producto.
Una vez se haya obtenido el encurtido se podrá aplicar un tratamiento térmico con el fin de aumentar su conservación, siendo la pasteurización el más extendido. No obstante no es el único método utilizado para complementar la conservación de los encurtidos.
550px
3
A continuación, realizarás una actividad en la que se presentan tipos de conservación en base a criterios de temperatura y tiempo.
Dados los siguientes métodos de conservación, relaciónalos con el tiempo y temperatura que requiere su aplicación.
Proceso que somete a los alimentos a temperaturas de entre 62ºC y los 68ºC durante periodos de tiempo de 30 minutos - Pasteurización
Proceso que somete al alimento a temperaturas de entre 115 y 127 grados en tiempos determinados atendiendo a la naturaleza del alimento - Esterilización
Proceso que somete a los alimentos a temperaturas de hasta 150ºC durante varios segundos (1 o 2 segundos) - Uperización
Realización de los encurtidos
Para la realización de los encurtidos hay dos premisas fundamentales a considerar, que se deberán respetar, siendo:
La elección de la materia prima a conservar deberá ser de primera calidad.
La manipulación durante el proceso, deberá asegurar la calidad higiénico-sanitaria del producto.
En la calidad final del encurtido, también se verán reflejados los distintos ingredientes utilizados en su condimentación, siendo normalmente productos complementarios, que al mismo tiempo también tienen un efecto bactericida. Así, es muy común el uso del ajo.
550px
4
Para la obtención de los encurtidos, el proceso de elaboración es metódico, por lo que se pueden establecer procesos comunes ¿Sabrías ordenar dichos procesos?
Ordena el proceso de elaboración de los encurtidos.
Lavar las hortalizas crudas
Blanquear las hortalizas si es necesario
Retirar la sal y blanquear nuevamente las hortalizas
Introducir las hortalizas en recipientes esterilizados
Introducir en salmuera
Tapar los recipientes
Una vez secas, salar el producto en capas
Conocido los principales pasos para llevar a cabo la realización de los encurtidos, es importante indicar que durante el proceso de encurtido también se pueden utilizar elementos aromatizantes, que dependiendo de su naturaleza, se agregaran en un momento determinado. Así, los aromatizantes frescos, se podrán añadir en último lugar, preferiblemente enteros aportando un aroma más intenso. En cambio, en el caso de adicionar especias o condimentos secos, se deberán adicionar durante los procesos de blanqueado o salado, retirándolas a continuación, evitando que el producto final oscurezca.
Actividades
En el desarrollo del contenido se indican como procesos comunes en la elaboración de los encurtidos los procesos de salmuerización y blanqueado, siendo protagonista el uso de la sal y el vinagre como elementos principales, aunque existen técnicas en las que dichos ingredientes son complementados con el uso de azúcares.
Documéntate al respecto e indica en qué casos se lleva a cabo la adición de azúcares. Al mismo tiempo, indica si existe alguna elaboración encurtida en la que sea característico dicho ingrediente.
Podrás debatir sobre el uso del azúcar en los encurtidos, así como exponer posibles elaboraciones en base a este principio debatiendo con todo los participantes con el fin de obtener un listado de productos, así como un razonamiento correcto al respecto.
Para la realización de los encurtidos se necesita un vinagre de una graduación de 6 a 7 grados, aunque su procedencia no tiene importancia. Generalmente proviene del vino aunque no conserva mejor que otros, pero presta a los condimentos un sabor peculiar. También se pueden obtener de diferentes líquidos como el vinagre de Jerez, de sidra y de vinos tanto blancos como tintos, pero lo que si tiene que tener es la graduación adecuada.
Las hortalizas antes de ponerlas en vinagre hay que pasarlas por una maceración en sal, con el objetivo de que pierdan agua y así evitar que diluyan el vinagre y por consiguiente se pierda graduación.
Algunas veces y con algunos productos, después de que se tengan en vinagre suele ser necesario quitarles un poco de la concentración de este y para ello se les da un hervor al objeto de que se vuelva a tener una graduación adecuada.
Nota
Para la realización de los encurtidos se podrán utilizar vinagres aromáticos.
Siendo el vinagre el protagonista de los encurtidos es importante destacar la regulación que existe en torno a su elaboración y comercialización, viéndose reflejado en el Real Decreto 661/2012 de 13 de abril, con el objetivo de establecer unas normas básicas de calidad en su elaboración, así como los principios mínimos de calidad en los productos terminados. Así, por ejemplo, mientras que para el vinagre de vino el % mínimo de ácido acético por litro es de 6%, para otros vinagres será suficiente con alcanzar el 5%.
Para saber más
Accede al siguiente enlace en el que se expone de forma completa el Real Decreto 661/2012 de 13 de abril en el que podrás observar a través de sus artículos las exigencias sobre las prácticas prohibidas y permitidas en la elaboración del vinagre, las sustancias prohibidas que se deben evitar, materias primas utilizadas, envasado, etiquetado, métodos de análisis, etc.
Aplicación práctica
Duración: 15 minutos
Objetivos: Aplicar de forma correcta los métodos de conservación, haciendo uso de las técnicas específicas, considerando la naturaleza del producto y las características previas a su conservación.
Tras llevar a cabo la revisión del último de los lotes obtenidos de encurtidos se observa que la acidez presentada en el producto es muy baja y por consiguiente, el producto no se conservará de forma adecuada, debiendo ser desechada.
¿Cómo responsable de producción? ¿Qué parámetros no se han tenido presentes en la ejecución del encurtido? ¿La humedad del producto ha podido influir en este problema? Justifica tu respuesta.
Los productos a encurtir estarán libres de golpes, serán sanos y no muy grandes, aunque se pueden trocear, algunas hortalizas precisan de un blanqueo antes de salarlas.
Se procederá a su salado si es requerido mediante una salmuera con los siguientes ingredientes y pasos:
50 gramos de sal.
575 centímetros cúbicos de agua.
500 gramos de hortalizas.
Las hortalizas se tendrán sumergidas en esta salmuera de 12 a 24 horas. Una vez termine el tiempo se secan bien las hortalizas.
Una vez preparadas las hortalizas y secas, se salan en capas mediante:
15 gramos de sal por cada 500 gramos de hortalizas.
Se maceran de 12 a 48 horas.
Una vez terminado el proceso se lavan las hortalizas con agua y se secan bien.
Los encurtidos no requieren una esterilización tras su llenado, ya que el vinagre actúa como conservante.
Por último se blanquearán las hortalizas durante 2 minutos, o menos si son muy pequeñas, ya que tienen que quedar crujientes, en abundante agua hirviendo a la que se le habrá añadido 20 gramos de sal por litro de agua.
Los recipientes que usemos estarán esterilizados y las tapas serán nuevas, una vez llenados no se esterilizan, como se hace con otras conservas, el vinagre es el conservante.
No obstante, como se ha citado anteriormente, es posible combinar esta técnica con técnicas de pasteurización, esterilización, etc. lo que permite asegurar su conservación, pues aunque el nivel de acidez presente en los encurtidos reduce la posibilidad de contaminación, hay que destacar la posible presencia de la toxina botulínica, pues requiere para su eliminación un pH inferior a 4.5, no siempre conseguido en los encurtidos.
Para saber más
Accede al siguiente artículo denominado “Botulismo, la intoxicación de las “malas” conservas desarrollado por la Escuela de Alimentación y firmado por Montse Arboix en el que se profundiza sobre la procedencia de la toxina, sus síntomas y tratamiento.
Actividades
El botulismo se asocia a una inadecuada conserva o bien con conservas sometidas a una inadecuada manipulación, presentando golpes, partes oxidadas, etc.
Además de los principios citados, que otras características presentes en los productos conservados pueden evidenciar la posible presencia de la bacteria.
Busca información al respecto, generando con ayuda de todos los participantes, un listado con las premisas más importantes a considerar ante el uso de productos envasados.
Los problemas más comunes que se pueden encontrar son:
Los encurtidos se encogen: puede ser de una cobertura inadecuada o estar en un lugar demasiado caliente.
El vinagre se pone turbio: la salazón de las hortalizas no se ha hecho durante el tiempo necesario o la salmuera estaba demasiado fuerte, otra causa las especias que se han utilizado para aromatizar no han sido quitadas del vinagre.
Aparecen manchas amarillas: esto suele ocurrir cuando el encurtido lleva mucho tiempo almacenado.
7
CE4.1
CE4.5
Debido a la temporalidad de los vegetales y setas, los precios a los que se ofrecen son muy cambiantes, siendo mínimos cuando dichos vegetales o setas están en temporada y disparándose cuando no lo están. Debido a esto, los beneficios de un establecimiento pueden verse afectados, ya que aunque los precios de las diferentes ofertas pueden modificarse, no es un hábito muy aceptado por la clientela.
Para evitar en lo posible estos cambios de precio, en el restaurante se hace un gran acopio de materia prima de temporada, procediendo a su conservación.
Diferencia y describe los diferentes métodos y equipos de conservación y envasado que se podrán llevar a cabo en relación a los siguientes géneros.
Tomate
Champiñones
Guisantes
Alcachofas
Setas
Palmitos
Coliflor
Explica tu respuesta, exponiendo al menos la descripción de 3 productos más. Seguidamente, justifica el lugar de conservación de los productos obtenidos teniendo en cuenta las características derivadas del sistema adoptado y la normativa higiénico – sanitaria, sabiendo que los productos serán consumidos a lo largo de todo el año.
Actividades
Imagina que eres el responsable de producción de encurtidos de “Cannery Global” y quieres asegurar la calidad de los productos obtenidos evitando problemas relacionados con su elaboración. Para ello, realiza un listado en el que se expongan los tiempo de escaldado y % de salmuera utilizado en la elaboración según el producto a conservar.
Podrás obtener con la colaboración de todos los participantes un listado completo de los productos y tratamientos más característicos relacionados con esta técnica de conservación.
8
CE4.2
En la carta del restaurante “Celery”, un mismo plato o elaboración se puede llevar a cabo con diferentes productos, atendiendo a la técnica de conservación y envasado elegido para su almacenamiento.
En el día de hoy te dispones a llevar a cabo las siguientes solicitudes por parte de los clientes:
2 Revuelto de setas y champiñones
3 Lasaña vegetal
El revuelto de setas y champiñones, se realiza con: Colmenillas liofilizadas, Champiñones cocidos envasados en cristal, Boletus congelados al vacío y Chantarela fresca.
Para la lasaña vegetal, se usará calabacín fresco para la realización de las capas, y los siguientes productos para su relleno, siendo gratinado con crema de soja.
Tomate frito envasado (conserva en cristal)
Berenjena asada congelada al vacío
Setas liofilizadas
Pimiento rojo asado conservado al vacío
Caracteriza las operaciones auxiliares que necesitas llevar a cabo para la realización de los platos atendiendo a los vegetales y setas propuestos (crudos, semielaborados), así como a su estado de conservación.
Estudiados los métodos y técnicas utilizadas en la conservación de los vegetales y setas, te propongo la siguiente actividad, en la que se desarrollan dos casos prácticos, en los que se deberán establecer los procesos correctos de actuación y procedimientos a llevar a cabo para la presentación de un producto correcto, garantizando su calidad higiénico sanitaria y respetando en la medida de lo posible las características organolépticas del producto.
3
CE4.4
1.5. Salazón
La sal, que es el principal ingrediente a la hora de conseguir salazones o salmueras, tiene varios efectos importantes sobre la carne:
Provoca una desnaturalización de las proteínas, consiguiendo con esto la obtención de un producto que se puede comer crudo.
Tiene lugar una cierta oxidación de los lípidos.
Se produce pardeamiento debido a la mioglobina.
Existe una modificación del color que suele ser buscada.
Además de las acciones que la sal provoca en los alimentos, esta actúa como agente en el desarrollo de diferentes funciones en los productos en los que se aplica:
Pulsa en cada una de las funciones que desarrolla la sal en los alimentos para conocer en qué consisten.
Agente bacteriostático
La sal no destruye las bacterias, puesto que no es un agente antiséptico, sino bacteriostático, es decir, frena o detiene el crecimiento bacteriano en función de su concentración.
Importante
No se debe confundir el término bacteriostático con bactericida.
Un bacteriostático es aquel agente que frena o detiene el crecimiento bacteriano, y un bactericida es aquel agente que destruye o mata los microorganismos.
Actualmente, los consumidores prefieren los productos poco salados y ello ha provocado el uso de concentraciones de sal mucho menores a las que se solían usar en el pasado. Para completar la función bacteriostática de la sal a bajas concentraciones de la misma, es necesario realizar la salazón en frío.
Ejemplo
Con una concentración del 10%, se inhiben la mayoría de los gérmenes. Si la concentración es del 5%, solo se inhiben las bacterias anaerobias. Hoy día se suelen utilizar concentraciones del 3% e incluso menores.
Agente de sapidez
La actividad de agua en los alimentos favorece el crecimiento y supervivencia de microorganismos. Es por ello, que la aplicación de la sal sea un método muy utilizado para frenar o ralentizar este desarrollo bacteriano, ya que esta disminuye la actividad de agua.
El agua que se encuentra en los alimentos desempeña una serie de funciones:
| Nutricional |
Sensorial |
Estabilidad |
| Sirve de vehículo de solutos y aporta el 40% del agua que necesita el ser humano. |
Aporta diferentes propiedades físicas y texturas. Mantiene la turgencia de las células, que podría equivaler a la firmeza de las mismas, y favorece las interacciones hidrofóbicas. |
La estabilidad de los alimentos depende de ella y determina su durabilidad. El agua permite el crecimiento de microorganismos y sirve de medio para las reacciones químicas y enzimáticas. |
Se distinguen dos tipos de agua:
- El agua ligada: Que forma parte de las estructuras complejas del alimento y no puede intervenir en reacciones químicas ni enzimáticas. No se puede eliminar por métodos físicos.
- El agua disponible: Que está más o menos libre y, por tanto, interviene en las reacciones químicas, permite el crecimiento de los microorganismos y sí que se puede eliminar por métodos físicos.
La actividad del agua (aw) es la medida del agua disponible que existe en el alimento. Se puede expresar como la relación que existe entre la presión de vapor de agua del alimento y la de agua pura a la misma temperatura. Este parámetro depende del tipo y cantidad de interacciones que se establezcan entre el agua y otros componentes del alimento.
La aw tiene influencia sobre el crecimiento, resistencia y supervivencia de las bacterias. Por lo tanto, una baja actividad del agua se traduce en un freno al desarrollo microbiano. La disminución del valor de actividad de agua puede realizarse por diversos métodos, como la desecación, la congelación o la salazón.
Agente transformador de las proteínas e influyente de las grasas
La sal provoca un aumento en la solubilidad de las proteínas que conforman los músculos. Además, es importante tener en cuenta que la sal favorece la oxidación y la rancidez de las grasas.
Aparte de la sal, se pueden usar otros ingredientes que también ayudan a la conservación de los productos. Se puede destacar el nitrito, en forma de sal nitrito. Este elemento influye positivamente en el color, sabor, aroma y desarrollo bacteriano del alimento y, además, tiene poder antioxidante.
También se pueden añadir ácido ascórbico y ascorbato de sodio, que no se disuelve en las grasas, protege a la mioglobina contra las oxidaciones y, además, reduce la cantidad de nitrito residual, con lo que disminuyen las posibilidades de formación de nitrosamidas.
Importante
Los nitratos y nitritos dan origen a las nitrosaminas y nitrosamidas (por medio de reacciones químicas de nitrosación).
Cuando hay un pH bajo y presencia de aminas, los nitratos y nitritos originan nitrosaminas; cuando el pH es bajo y en presencia de amidas, los nitratos y nitritos originan nitrosamidas.
Las aminas y las amidas se encuentran en varios alimentos. Estas condiciones de pH bajo se pueden dar en el propio alimento y en el estómago y tubo digestivo. Los procesos de nitrosación se ven favorecidos o acelerados por bacterias presentes en el tubo digestivo.
Las sustancias nitrosadas se han visto involucradas en los cánceres de estómago y de esófago.
Para saber más
Accediendo al siguiente enlace podrás consultar un informe sobre la reformulación de sal en los aditivos y preparaciones de condimentos para productos de carnicería.
Preparación y proceso de elaboración
El método de salazón suele utilizarse sobre todo para la conservación de carnes y algunos pescados. Y para su elaboración de forma correcta, se deberá ante todo, seleccionar una buena materia prima. Para su preparación se ha de tener en cuenta que cualquier error cometido en esta fase no tendrá posibilidad de ser corregido posteriormente.
El objetivo principal de la preparación de la materia prima es la de conseguir una ligazón homogénea de todos los trozos de la pieza, de manera que, cuando se proceda al corte, la pieza se mantenga compacta.
El primer paso para realizar la salazón de productos cárnicos, es el acondicionamiento de las piezas, retirando las partes no necesarias y perfilándolas.
Aunque se trata de la fase más corta de todo el proceso, la fase de salazón es la más importante a la hora de obtener un alimento salado o curado.
Recuerda
En la elaboración de productos salados y curados, la sal juega un papel esencial, no solo porque da gusto a los productos, sino porque actúa como el conservante de los mismos, siendo el único ingrediente que permite que las carnes se mantengan durante largos periodos.
En cuanto a los pescados a los que se suele aplicar este método, cabe destacar el bacalao. Pero adquieren mayor importancia los productos cárnicos que suelen sufrir una salazón en su elaboración, como las piezas enteras que posteriormente serán maduradas, es decir, se convertirán en productos cárnicos curados (jamones, paletas, lomos, cecinas, etc.).
Por tanto, a continuación se detallan las fases de preparación y elaboración de dichos productos cárnicos en salazón, debido a su importancia:
Pulsa en cada fase del proceso de elaboración de productos en salazón para saber en qué consiste.
Preparación de la pieza
Mediante este proceso se recorta la piel y el tocino de los jamones y paletas, dejando una capa de grasa importante para proteger la pieza del proceso de curado. Además, se deberá perfilar y cortar la piel, siendo los cortes más habituales en “V” o redondo.

En el caso de los lomos, cecinas y similares, se les dejará con el tamaño adecuado. Libres de piel y grasa. Las pancetas serán recortadas, quedando sin huesos ni ternillas.
Salado
Previo al salado puede llevarse a cabo una operación de desangrado, que consiste en aplicar un masaje a la pieza para eliminar la sangre que todavía resida en los vasos. Además, antes del salado la pieza se deberá mantener 24 horas en cámara frigorífica para que su temperatura sea homogénea, y se realizará un presalado aplicando un preparado de nitritos-nitratos y otros aditivos en una matriz de sal. Esto se puede realizar manualmente, frotando la sal sobre la parte magra; o mecánicamente, a través de bombas de presalado, cinta transportadora con rodillos, etc.
A continuación, los jamones son salados en cámaras a una temperatura de entre 1 y 5º C y humedad en torno al 80%, durante un tiempo variable en función del peso del jamón. Este tiempo oscilará entre medio día y dos días por kilogramo de jamón fresco.

Nota
En el caso de tratarse de piezas con corteza de tocino delgada, el proceso de salazón será corto:
- Para jamones frescos se necesitará 1 día de salazón por cada kilo de jamón + 2 días
- Para jamones congelados, se necesitará 1 día de salazón por kilo de jamón, ya que absorbe más sal.
En el caso de tratarse de piezas con corteza de tocino grueso, el tiempo de salazón será de medio a largo:
- Para jamones frescos se necesitará 1 día de salazón por cada kilo de jamón + 4 días
- Para jamones congelados, se necesitará 1 día de salazón por kilo de jamón + 2 días, ya que absorbe más sal.
Cepillado
Una vez que ha concluido el proceso de salado, los jamones pasan por unas máquinas lavadoras que proyectan agua a presión sobre los mismos y desprenden la sal adherida, pudiendo estar dotadas o no de cepillos.
Post salado
En esta etapa se consigue la distribución homogénea de la sal por toda la masa muscular.
Después del lavado, los jamones se cuelgan en carros y se ubican en cámaras de postsalado a temperaturas cercanas a 5º C y humedad del 85 % durante 45 días aproximadamente. En esta fase la pieza sufre una pérdida de humedad progresiva reduciendo un 10-12% su peso inicial.
Secado/afinado
En esta etapa se produce una pérdida de agua progresiva y el desarrollo de aromas y sabores. Se debe realizar de forma escalonada, comenzando por temperaturas de entre 10 y 12º C y alcanzando progresivamente los 30-34º C hacia el último mes de secado.
La duración de esta fase es variable, pudiendo utilizar secaderos naturales con las condiciones meteorológicas de dicho lugar, como cámaras con temperaturas, humedad y velocidad del aire regulables. Puede durar entre 8 y 9 meses, pero en el caso del jamón ibérico se puede alargar hasta 24-26 meses, ya que poseen mayor engrasamiento y dificulta la extracción del agua.

Las paletas se someten a tratamientos similares a los de los jamones. Sin embargo, las pancetas, lomos, cecinas, etc. requieren tratamientos más simplificados y cortos por sus características simples y tamaño menor.
Acondicionamiento final
En esta etapa se somete a los jamones a temperaturas suaves y humedades entre 50-70 % durante un tiempo variables en bodegas, realzando el sabor y aroma de las piezas.
Observa en el siguiente vídeo la preparación y proceso de salazón de jamón de cerdo:
Basado en el mismo principio de conservación de la carne, la salazón en los pescados toma tintes peculiares y específicos, debido a la fragilidad de este alimento.
La salazón con pescados puede llevarse a cabo en seco (adicionando directamente la sal sobre el producto) o en salmuera (sumergiendo el producto en una solución de agua y sal), siendo las especies más utilizadas el bacalao, los arenques, las sardinas y el atún entre otros, obteniéndose productos tan representativos como la mojama o el bonito seco.
El proceso de elaboración no dicta en relación del llevado a cabo para la carne, diferenciándose de forma concreta los siguientes pasos:
Limpiado
El limpiado consta de vaciado o eviscerado principalmente, pudiendo o no ser desescamado, atendiendo al tipo de pescado la posterior técnica aplicada. En pescados grandes, también suele ser fileteado obteniéndose de forma exclusiva los lomos o partes a salar, siendo un claro ejemplo la mojama.

El limpiado puede o no incluir la necesidad de desespinado atendiendo a las características del pescado, así como posterior tratamiento.
Apilado
El pescado se colocará sobre una capa de sal, siendo cubierto al mismo tiempo por sal y pescado formando una pila, finalizando con la puesta de un peso para facilitar la salida de jugos.


En el proceso de salazón de los pescados es común la sustitución de parte de sal por azúcar (25% aproximadamente), así como la adición de hierbas aromáticas tales como el eneldo.
Reposo
Una vez apilado, el pescado será conservado en refrigeración hasta la extracción del agua, correspondiéndose con el peso del pescado o pieza obtenida, siendo normalmente el tiempo estimado de 36 a 48 horas.

El grosor del pescado es uno de los condicionantes más importantes en torno al cálculo de tiempo para su marinado
Lavado
Consiste en la retirada de la sal del pescado. Para ello se retirará la sal con ayuda de agua, pudiéndose combinar con otros sistemas basados en la aplicación de aire a presión.

La eliminación de la sal conlleva la utilización de elementos líquidos debiendo ser retirados en su totalidad del producto.
Oreado
Se trata de eliminar posibles restos de agua, debiéndose poner en corrientes de aire a temperaturas controladas, no superiores a 4ºC. Esta técnica también puede ser sustituida por el oreo natural, debiendo considerar la temperatura ambiente y el flujo de aire existente.

Ejemplo de oreo tradicional llevado a cabo en ambientes con muy bajas temperaturas.
Nota
La salazón de los pescados requiere de una técnica posterior de conservación, como la refrigeración, el envasado al vacío, etc. siendo además común el uso de aceites o grasas, evitando que no se reseque.
Salmón previamente salado conservado en aceite y envasado al vacío.
Actividades
La técnica de salazón como método de conservación se combina con otras técnicas como la refrigeración, el oreo, la inmersión en grasa, etc. siendo muy característica esta última opción, vista en productos como las anchoas en salazón.
En base a esta afirmación busca información sobre las técnicas propias llevadas a cabo en la elaboración de algunos productos cuyo principio de conservación sea la salazón.
Podrás apoyarte en las propuestas dadas por el resto de participantes, ya que un mismo producto y técnica puede ser complementada con otras muchas.
Observa el siguiente video en el que se observan los pasos descritos en torno al proceso de salado referidos al pescado, obteniéndose en este caso mojama de atún.
1.6. Adobo
En sus inicios, el adobo se creó para disimular olores o dar sabores específicos a los alimentos, así como para alargar la vida útil de los mismos. Con la evolución de las técnicas de conservación por frío, esta última utilidad ha quedado en segundo plano, destacando en primer lugar la aportación de sabor y aromas especiales a los productos. Según el alimento a elaborar, se utilizan unos u otros ingredientes. El adobado se realiza por inmersión del alimento en la mezcla obtenida.
Con el tiempo, se han ido añadiendo nuevos ingredientes a los adobos. Se debe destacar como ingrediente principal el pimentón (con propiedades antibacterianas). También se incorporan sal, ajo, vinagre, orégano, etc.
Los ingredientes más utilizados para la elaboración de adobos son la sal, el orégano, el pimentón, el vinagre y el aceite de oliva.
Según el tipo de alimento a adobar, se utilizarán ingredientes más o menos suaves. Los alimentos que suelen adobarse son principalmente carnes y pescados.
El adobo sirve de fase previa al cocinado de los alimentos o también a la curación en secaderos.
Ejemplo
Adobo de salmuera
Es el más popular y sencillo de los adobos para rociar carnes para asar, como costillares. Por cada medio litro de agua tibia, 30 g de sal, un poco de pimienta negra molida y jugo de limón. Mezclar bien hasta incorporar la sal y rociar la carne para asar, antes y durante la cocción, con una ramita de perejil, hinojo u otra hierba aromática.
Preparación y proceso de elaboración
Para la realización de los adobos se debe distinguir la función que cumplirá en el alimento; así, se pueden diferenciar los siguientes:
Pulsa en cada tipo de adobo para conocer sus características.
Para elaborar el adobo, se deben seguir estos pasos:
Realizar adobo
Mezclar todos los ingredientes al mismo tiempo y batirlos de manera que quede homogéneo.
Sumergir carne
A continuación, se introduce la carne en el adobo, cubriéndolo bien.
Macerar
Dejar el alimento el tiempo correspondiente dentro del adobo, pudiendo estar desde 1 hora hasta días.
Sacar la pieza y escurrir
Es el momento de sacar la pieza de carne y escurrirla para eliminar el exceso de salsa.
Orear
Se debe dejar orear el alimento a temperatura ambiente durante el tiempo necesario para que se seque.
Los alimentos, una vez adobada, puede cocinarse directamente o aplicarle otro tipo de procesado, como el envasado, la curación, etc.
La preparación del adobo no requiere condiciones especiales de humedad ni temperatura, pudiéndose ser elaborado a temperatura ambiente. Una vez incorporados los alimentos, se puede mantener a temperatura ambiente o introducir en cámara frigorífica, debiendo considerar las propiedades del producto a adobar, así como la técnica elegida para su posterior almacenamiento o transformación final, incluyendo técnicas de secado, cocción, etc.
Ejemplo de adobo llevado a cabo en piezas cárnicas ideado para su posterior cocción
Es importante tener presente para una correcta manipulación en torno a la técnica de adobo los siguientes principios:
Los recipientes utilizados para llevar a cabo el adobo deberán ser plásticos o de vidrio para evitar que los ácidos reaccionen con el metal, pudiendo aportar un sabor metálicos a los alimentos.
El adobo utilizado debe impregnar o cubrir en su totalidad al producto adobado , quedando además tapado para evitar posibles contaminaciones.
Evitar la contaminación cruzada entre adobos ya cocidos y no cocinados, utilizando para ello recipientes diferentes.
No reutilizar adobos, ya que en ellos pueden proliferar las bacterias contaminando los productos. En caso de reutilizarlos, deben ser hervidos para eliminar cualquier bacteria.
Actividades
El adobo puede cumplir varias funciones, siendo base para cocinados, la realización de conservas, la curación de un producto o su escabechado, asociándose normalmente a la adición de carnes y pescados.
De forma tradicional, y con la finalidad de aportar un sabor peculiar a las verduras, también existen adobos ideados para algunas verduras. ¿Conoces los ingredientes más característicos en su formulación?
Lleva a cabo una búsqueda de adobos para verduras y hortalizas. Para ello, puedes usar páginas de internet, revistas especializadas, etc.
Podrás debatir sobre la idoneidad de las formulas con el fin de obtener con la colaboración de todos los participantes un formulario completo.
1.7. Pasteurización
El tratamiento térmico de la pasteurización es aquel que se realiza a temperatura inferior a 100º C destruyendo solo las formas vegetativas.
Es un tratamiento de conservación que se aplica en procesos para destruir todos los microorganismos patógenos y algunos banales (no patógenos) de corta vida útil, necesitando refrigeración, debido a que solo destruye las formas vegetativas. Pero este tratamiento tiene la ventaja de que deteriora menos las características organolépticas y nutritivas durante el procesado, siendo el factor limitante el grado de pérdida de estos, debiendo preservar la composición inicial de alimento, evitando la reducción de vitaminas en las frutas y vegetales y la formación de sabores indeseables. Así los tratamientos de pasteurización que se emplean son:
Durante un tiempo largo (LTLT), normalmente a 60º C durante 30 minutos, empleado para alimentos sólidos y líquidos envasados o a granel.
Durante un tiempo corto (HTST), normalmente a 77-92º C durante 15-60 segundos, solo para alimentos líquidos en granel, ya que el calentamiento y el enfriamiento de todo el producto tiene que ser instantáneo al durar tan poco tiempo el tratamiento completo.
Como se puede ver, a medida que se aumenta la temperatura puede disminuirse la duración del tratamiento para conseguir el mismo resultado. Estos tratamientos de pasteurización se pueden subdividir en otros con una especificación más exacta de los parámetros principales temperatura-tiempo, que se resumen en la siguiente tabla:
|
Tratamiento |
Temperatura en °C |
Tiempo |
| Tto. LTLT |
Termización |
63 |
15 segundos |
| Pasteurización lenta |
65 |
30 minutos |
| Tto. HTST |
Pasteurización alta |
75 |
20 segundos |
| Pasteurización ATCT |
85 |
12 segundos |
| Pasteurización flash |
97 |
2-3 segundos |
En concreto la intensidad de la pasteurización es específica en cada alimento y se determina por el valor D de la enzima autolítica o el microorganismo más termorresistente presente, como se puede ver en la siguiente tabla:
| Alimento |
Objetivo de tratamiento |
Condiciones mínimas de pasteurización |
| Ácido (zumo de frutas o tomate con pH<4,5) |
Inactivación enzimática y destrucción de mohos y levaduras |
65° durante 30 minutos.
77° durante 1 minuto.
88° durante 15 segundos. |
| Fermentados (encurtidos vegetales) |
Destrucción de microorganismos fermentadores indeseables como determinados lactobacillus y otros residuales. |
65-68° durante 20 minutos (envasadas).
72-75° durante 1-4 minutos a 900-1000 kPa. |
| No ácidos (hortalizas verduras con pH>4,5) |
Destrucción de patógenos (salmonella y clostridium) y banales. |
64,4° durante 2,5 minutos.
63° durante 30 minutos.
71° durante 10 minutos.
80° durante 15 segundos. |
Los zumos envasados, leches, hortalizas y productos de cuarta gama, suelen sufrir un proceso de pasteurización para alargar su vida útil.
Ejemplo
En una industria de zumos se desea hacer un zumo de zanahoria y naranja, clasifique este combinado según pH e indique qué tratamiento de pasteurización podría hacerse.
Ver solución
La zanahoria es una hortaliza poco ácida, mientras que la naranja es un alimento ácido, al mezclarlo se obtiene un alimento poco ácido, al que se le añade ácido cítrico y ácido ascórbico (vitamina C), acidulantes procedentes de las frutas cítricas que acidifica el zumo y no altera el sabor del mismo y lo enriquecen nutricionalmente, esta bajada de pH permite realizar una pasteurización suave de 65º durante 30 minutos, de 77º durante 1 minuto o de 88º durante 15 segundos.
Para saber más
Accede al siguiente enlace en el que se explican los orígenes de la pasteurización así como otros descubrimientos de Louis Pasteur.
Procedimiento de la pasteurización
La pasteurización forma parte del procesado del alimento por lo tanto para estudiarla se debe comprender todo el procesado del alimento pasteurizado desde que entra la materia prima a la industria. En este apartado se generalizarán los procesos más importantes, ya que existe una amplia variedad, se estudiarán los vegetales mínimamente procesados, la cuarta gama y los zumos, recordando que en cada etapa del proceso puede realizarse diversas técnicas en función de las hortalizas tratadas.
Pulsa en cada una de las fases del proceso de pasteurización para conocer en qué consiste.
Preparación de la materia prima
Preparación de la materia prima
Cuando los vegetales llegan a la industria deben ser limpiados y lavados para retirar todas las impurezas y suciedad procedentes de su recolección y manipulación. Son limpiados mediante sopladores de aire que retiran partículas extrañas como tierra, resto de hojas y tallos y después la materia prima es lavada por aspersión (lavado con chorros de agua a presión) o por inmersión en agua agitada. Este paso reduce significativamente la carga microbiana y la suciedad para conseguir el adecuado tratamiento térmico.
Posteriormente los vegetales son calibrados, para clasificarlos por categorías en relación a su tamaño cumpliendo con la normativa alimentaria como es el caso de los guisantes, judías verdes y espárragos entre otros, se debe recordar que esta operación se puede realizar mediante un calibrador de bandas, de agujeros para los guisantes por ejemplo, de barrotes móviles o de rodillos.
Seguidamente los vegetales de piel gruesa o no comestible como los tubérculos son pelados de forma mecánica mediante cuchillos o abrasivos como el espárrago, de forma química al sumergirlos en solución caliente de sosa al 10% de aminas.
Puede finalizar la preparación de la materia prima con el troceado en cubos, tiras, láminas, etc.
↓
Escaldado
Los vegetales se introducen en agua a 100º C durante unos segundos para enfriarlos rápidamente después, siendo un tratamiento térmico de elaboración, ya que su finalidad no es la conservación del alimento, sino preparar la materia prima para procesos posteriores (como la cocción, mezclado, horneado, etc.) consiguiendo destruir enzimas degradativas que alteran el color y el sabor de los vegetales, desgasificar hortalizas para evitar daños en el envasado, reducir el volumen, ablandar la estructura vegetal y evitar las pérdidas de agua de la materia prima en las siguientes etapas.
↓
Elaboración del producto en sí
Elaboración del producto en sí
Los vegetales pueden estar mínimamente procesados, es decir, solo se someten a procesos para alargar su conservación y que el consumidor los emplee como materia prima de sus platos o pueden procesarse más para elaborar platos más complejos conocidos como platos precocinados como las ensaladas, menestras, sofritos, etc.
Envasado
Tras la elaboración del producto, se procede a su envasado. Los materiales empleados para dichos envases son elegidos principalmente según sus ventajas, el tipo de producto y el valor añadido que se le vaya a dar, ya que todos cumplen la normativa y finalidad de conservación.
El envasado puede ser automático como en las zanahorias o manual como en los espárragos o la remolacha para evitar alteraciones organolépticas como el desmenuzamiento. En el caso del automático se distingue el envasado o llenado volumétrico, que envasa el alimento midiendo su volumen es empleado en alimentos de densidad homogénea como los guisantes y en el llenado en bolsa, el envasado con máquinas (Solbern o Nico) que distribuye el alimento dentro del envase mediante vibración y el envasado por pesada.
↓
Adición de líquido de gobierno
Adición de líquido de gobierno
Este paso solo se emplea en los vegetales mínimamente procesados como los guisantes, las alcachofas o la menestra, para facilitar la penetración de calor durante la pasteurización, amortiguar los choques mecánicos durante su transporte y distribuir homogéneamente otros ingredientes como las especias y aditivos. El líquido de gobierno suele ser ácido gracias a los acidulantes y se adiciona caliente mediante reflujo o por vacío. En este paso se debe controlar la relación sólido/líquido para que la tasa de penetración de calor sea homogénea en el tratamiento térmico y queden limpios los bordes del envase que son la superficie de sellado, ya que si quedan restos se altera la calidad de la conservación al no mantenerse el vacío.
Sabías que...
Los acidulantes son sustancias químicas que acidifican el medio, consideradas como aditivo, pueden ser naturales o artificiales.
↓
Acondicionamiento al vacío o evacuación del aire
Acondicionamiento al vacío o evacuación del aire
Este paso se realiza principalmente en alimentos en los que no se ha adicionado líquido de gobierno, sino que se someten al vacío para retirar el oxígeno que queda en el envase, puede provocar la oxidación del alimento como es el caso de productos sensibles a la oxidación como el maíz dulce, también se evita la rotura o abombado de los envases al disminuir su presión interna durante el tratamiento térmico.
Pasteurización
Como ya se ha indicado la pasteurización puede ser lenta o rápida según la temperatura que se aplique, siendo siempre menor a 100º C, además puede ser continua o discontinua según el equipo de pasteurización empleando. Normalmente en el caso de hortalizas precocinadas las técnicas de pasteurización son una de las siguientes:
- Cocción al vacío. Tras la realización del vacío al producto, normalmente envasado en bolsas de poliamida/polipropileno se somete a 65º C durante 30 minutos para conseguir 2D en productos sensibles al calor o ácidos como la fruta. O somete a 85-100º C durante 20 minutos para reducir a 3D. Tras la cocción se enfría a 10º C en menos de 2 horas para almacenarse refrigerado. Esta técnica de pasteurización evita la recontaminación tras el tratamiento al estar envasado al vacío y mantiene las características organolépticas y nutricionales de los vegetales tratados
- Cocción-conservación al vacío. Los vegetales son pasteurizados entre 50-100 ºC en atmósfera con CO2 durante 50-80 minutos, tras ser enfriadas se almacenan en atmósfera modificada (CO2 o N2) sin necesidad de refrigeración. Otra técnica de cocción-conservación es la pasteurización normal, después se somete al vacío en el enfriamiento a 65º C y por último se refrigera.
- Tindalización o doble pasteurización. Tras su envasado al vacío, normalmente en bolsas plásticas, el alimento es sometido a una primera pasteurización de 85-90 ºC durante 30 minutos que destruye los microorganismos no esporulados, después se incuba durante 24-27 horas a 25-30º C para que germinen las esporas que han sobrevivido, consiguiendo que pierdan su termorresistencia, al final se procede a una segunda pasteurización a 85-93ºC durante 20-40 minutos para destruir estas bacterias germinadas que han perdido su termorresistencia, posteriormente se enfría y se almacena refrigerado durante un máximo de 90 días. Esta técnica se emplea solo en determinados productos que no soportan la pasteurización como la chalota, el ajo, maíz, patata o la cebolla, ya que comporta peligros que deben tenerse en cuenta:
- Las hortalizas cosechadas en el suelo suelen tener una alta carga de esporas bacterianas.
- La pasteurización no elimina un porcentaje aceptable de las formas más patógenas como el Clostridium botulinum y el Bacillus cereus, al no poder destruir el 30% inicial de las esporas.
↓
Enfriamiento rápido
Después de la cocción se enfría hasta los 10 ºC en menos de 2 horas para evitar la germinación de las esporas resistentes y el crecimiento de las bacterias que han sobrevivido.
↓
Almacenamiento en refrigeración
Almacenamiento en refrigeración
Se almacena los productos finalizados entre -2 y 2º C durante un máximo de 42 días, según la intensidad de la pasteurización (cuanto mayor intensidad haya tenido más fecha de caducidad tendrá). En el etiquetado se informará al consumidor que lo almacene en refrigeración y que una vez abierto sea consumido en menos de 3 días, ya que se debe recordar que la pasteurización solo destruye las formas vegetativas, permaneciendo en el producto las esporas que van a germinar y crecer tras la pasteurización, enlentecidas por la refrigeración.
A continuación se muestra un ejemplo de diagrama de flujo del proceso de pasteurización de vegetales:
Equipos de pasteurización
Los equipos de pasteurización que se utilizan en las diversas técnicas existentes se pueden clasificar según se empleen en productos a granel o ya envasados.
Pasteurizadores de alimentos envasados
En la pasteurización de alimentos envasados en recipientes de vidrio, se transmite el calor mediante agua. Siendo importante que la diferencia de temperatura entre el envase y el agua sea menor de 20º durante el calentamiento y menor de 10º en el enfriamiento, para que no se produzcan roturas del envase por shock térmico, es decir, por un cambio brusco de temperatura. Mientras que si el envase es metálico o de plástico se puede emplear vapor de agua que provoca mayor diferencia de temperatura, ya que hay poco riesgo de shock térmico.
Pueden diferenciarse 2 tipos de pasteurizadores de alimentos envasados:
Pulsa en cada tipo de pasteurizador para conocer sus características.
Pasteurizadores de alimentos a granel
Normalmente los pasteurizadores a granel se emplean en alimentos líquidos tratados antes de envasarse, en concreto los pasteurizadores que suelen utilizarse son:
Pasteurizadores a granel
Discontinuos
Tanques o calderas
Tanques o calderas
Consisten en un recipiente calentado por gas, luz o por vapor (en serpentín o en camisa), siendo el producto agitado por unas paletas para aumentar la velocidad de transferencia de calor y evitar el quemado del producto, realizando la pasteurización al vacío. Se suele utilizar por su versatilidad en ritmos de producción y diversidad de productos tratados, empleándose principalmente en preparados alimentarios como salsas y mermeladas. Se puede ver en la siguiente imagen un esquema de un pasteurizador de tanque donde se observa indicado por unas flechas, el movimiento del alimento causado por las paletas.
Gráfico de tanque de pasteurización
Intercambiadores de calor de superficie barrida
Intercambiadores de calor de superficie barrida
Se utilizan principalmente para productos muy viscosos como los purés o jugos concentrados, están constituidos por tubos dispuestos en forma vertical, el fluido térmico (normalmente agua) circula por un tubo anular, mientras que el alimento lo hace por un tubo central, siendo agitado por un rotor con rascadores que eliminan los depósitos que se van incrustando en la superficie del intercambiador, como se puede ver en el siguiente esquema:
Esquema de intercambiador de calor de superficie barrida
Continuos
Intercambiadores de calor tubulares
Intercambiadores de calor tubulares
Son pasteurizadores continuos que se emplean en productos líquidos con partículas en suspensión, como salsas o concentrado de jugos vegetales, ya que si se pasteurizaran en los de placa obstruirían los canales. Es el tipo más sencillo de intercambiadores de calor. Están constituidos por unos tubos concéntricos helicoidales de acero inoxidable con dos o tres paredes y pueden estar unidos en ambos extremos por codos (aunque puede provocar pérdidas de presión en el sistema y acumulación del producto en los codos), circulando el alimento por el espacio interior y el fluido térmico (agua), por el espacio anular o exterior. En el esquema siguiente se pueden ver los tubos por donde pasa el alimento en color rojo y es calentado por el agua cuya dirección es de color azul. El operador del intercambiador debe limpiarlo después de cada uso para evitar la acumulación de residuos en los canales que provocan un insuficiente calentamiento al no darse la penetración del calor de la placa al alimento, ya que los residuos actúan de barrera aislante, además de que pueden contaminar al alimento al acumularse residuos que protegen a los patógenos (biofilm termorresistente) y puede deteriorarse la maquinaria al obstruirse los canales.
Además baja el rendimiento del tratamiento al tener que tratar más tiempo el alimento o pararse a reparar el equipo. Debajo se puede ver una foto de un intercambiador tubular. Donde además de los tubos se observa el panel de control y los tanques de almacenamiento de alimento pre y post-pasteurización.
Esquema de intercambiador de calor tubular
Cuando los alimentos salen del pasteurizador se envasa inmediatamente para evitar su recontaminación, ya que la contaminación post-pasteurización supone un gran riesgo de alteración microbiana del alimento, especialmente en aquellos alimentos consumidos directamente sin calentamiento tras su apertura como los zumos o platos preparados.
Intercambiadores de placa
Intercambiadores de placa
Se utilizan en productos de baja viscosidad y con poco contenido en partículas en suspensión como los zumos o vinos. Los intercomunicadores están formados por un conjunto de placas acanaladas independientes de acero inoxidable, que se encajan y ajustan en un bastidor, dispuestas de tal forma que cada par de placas adyacentes forman canales o vías, a través de los cuales los dos fluidos, alimento líquido a tratar y fluido intercambiador de calor (agua o vapor), circulan a contracorriente por las vías.
Sus superficies son corrugadas (arrugadas) para provocar turbulencias en el flujo y conseguir una mayor tasa de penetración del calor, además las placas están equipadas con juntas que evitan la fuga y mezcla entre estos fluidos. Debido a su fácil desmontaje para limpieza y el ahorro de espacio que suponen, son los pasteurizadores más empleados. Como se puede ver en la imagen, la distancia entre placas puede variar según la viscosidad del alimento tratado y las flechas negras señalan el movimiento del alimento tratado y las flechas blancas el movimiento del fluido térmico.
Esquema de intercambiadores de placa
Algunos productos como los vinos deben desairearse (quitarle el aire disuelto del alimento) antes de ser tratado, para reducir las oxidaciones durante su tratamiento y almacenamiento.
Actividades
La pasteurización por si sola es una de las técnicas más utilizadas como método de conservación de alimentos, pero aun así puede combinarse con otras como puede ser el uso de salazón, adobo, etc. muy presente en el procesado de carnes.
En base a este principio busca información referente a la combinación de los métodos de conservación estudiados hasta ahora, siendo un ejemplo la elaboración de embutidos.
Podrás debatir sobre la combinación de las técnicas de conservación, indicando junto con la colaboración del resto de participantes cómo influirá en las características organolépticas finales del producto.
1.8. Marinada
Las marinadas son líquidos aromatizados y condimentados en el cual se sumergen ingredientes con diferente finalidad. En unos casos para ablandarlos, para potenciar su sabor o bien conservarlos. Se utilizan tanto para pescados como para carnes, aves o mariscos, incluso con verduras. En carnes de caza es muy frecuente su uso, potenciando el sabor característico de estas carnes, pero sobre todo para ablandar las fibras y obtener así carnes más tiernas.
Las marinadas pueden ser:
Ejemplo
Para marinar un lomo de venado que posteriormente se va a estofar será necesario:
1 cebolla.
2 zanahorias.
1 puerro.
1/2 litro de vino oporto.
Sal, pimienta negra, laurel, ñoras.
Una vez que se ha limpiado el lomo de venado se pone a marinar bien entero, o troceado, en este último caso, la carne tomará más sabor al estar en mayor contacto con la marinada.
Para ello se cortarán las verduras en mirepoix y se pondrán en crudo en un recipiente junto las especias, se añade la carne y se cubre con le vino. Si la carne no queda cubierta de marinada, se puede añadir agua. Se dejará la carne marinar durante unas 8 horas. Posteriormente se retirará de la marinada y se estofará. Se pueden usar verduras para el estofado así como el vino o liquido de la marinada. De esta forma se potenciará más el sabor a caza en la elaboración.
1.9. Escabeche
El escabeche es una elaboración compuesta de ajos, cebollas, pimienta en grano, sal y vinagre, en algunos casos de vino blanco, pero siempre con vinagre. Puede hacerse cruda o cocida, dependiendo si sus ingredientes son sometidos o no a la acción del calor.
Para su elaboración se fondean las verduras de acompañamiento en aceite, se moja con el vino y el vinagre a partes iguales, se introduce el alimento y se deja macerar o cocer en el escabeche. En determinadas ocasiones el alimento a escabechar es enharinado y frito antes de meterlo en el escabeche.
Algunos de los alimentos más comunes a los que se aplica un escabeche son los mejillones y las codornices
El escabeche se ha venido utilizando como método de conservación y como una elaboración propiamente dicha dentro de la cocina, hoy en día se utiliza más como esto último, aportando su sabor característico. El producto toma el sabor de la preparación, así que pasados unos días mejora.
Puede ser consumido frío o caliente y con los ingredientes del escabeche cocinado se puede elaborar una salsa para acompañar al elemento principal.
Importante
El uso de escabeches como método de conservación requiere una especial atención en relación a la proliferación de botulismo, por lo que la proporción de ácido final y la temperatura usada en su esterilización serán dos premisas fundamentales.
Actividades
Los ingredientes incorporados de forma tradicional a los escabeches tienen una doble finalidad, por un lado aromatizar el producto o elaboración final y por otro, aportar sus características bactericidas. Además, las características de dichos productos en ocasiones los hacen comestibles, formando parte de la guarnición durante su servicio.
En base a este principio busca información complementaria sobre ingredientes utilizados en la elaboración de los escabeches indicando cuál o cuáles son sus funciones, pudiéndote apoyar para ello en artículos de internet o revistas especializadas.
Podrás debatir sobre los productos descritos y sus características con el resto de participantes, elaborando así un registro que ayudará a afrontar futuras elaboraciones.
1.10. Esterilización
La esterilización por calor es una operación que consiste en la aplicación en poco tiempo de calor suficiente para eliminar lo máximo posible de formas vegetativas y esporuladas de microorganismos, así como toda actividad enzimática permitiendo prolongar la vida útil del alimento a varios meses si se almacena en los envases adecuados y en lugar fresco y seco. Consiguiendo como objetivo secundario cocer el alimento para que esté listo para su consumo.
La esterilización comercial es el tipo de esterilización que se emplea en la industria alimentaria, por lo tanto cuando se habla de esterilización en un contexto alimentario siempre se está refiriendo a la esterilización comercial o industrial.
Los alimentos en conserva sufren un proceso de esterilización con el fin de eliminar los microorganismos y alargar su vida útil.
Existen diversos tipos de esterilización comercial, según su fundamento:
Actividades
La necesidad de comercialización de un nuevo producto te hace reflexionar sobre los posibles métodos de conservación existentes, para adecuarlos tanto a las características del producto como a las exigencias y demandas del consumidor.
En base a los diversos tipos de esterilización comercial existentes, lleva a cabo un estudio en el que se reflejen las técnicas utilizadas en algunos de los productos más consumidos en la actualidad, pudiéndote apoyar para ello en históricos de consumo, campañas publicitarias, etc.
Podrás debatir sobre los productos y sus tratamientos característicos con el resto de participantes, elaborando así un histórico en el que se vea la realidad actual de consumo congeniando calidad y seguridad alimentaria.
Proceso de esterilización
Los procesos de esterilización pueden diferenciarse según se realice en alimentos envasados o a granel.
Esterilización con alimentos envasados
Los pasos que normalmente se realizan en una esterilización de vegetales envasados son:
Pulsa en cada fase del proceso de esterilización para saber en qué consiste.
Lavado y cepillado de la materia prima
1. Lavado y cepillado de la materia prima
Se retiran todos los residuos y suciedades que puedan tener para disminuir la carga bacteriana inicial, mediante agitación en cintas sinfín que se introducen en agua (inmersión) o se someten a pulverización a presión.
2. Calibrado
Los vegetales y las frutas son clasificadas por tamaño y maduración para facilitar las operaciones posteriores. Los alimentos se pasan por unos tamices perforados para seleccionarlas por tamaño, a través de unos sensores de color para seleccionarlas por maduración y carencia de defectos o son seleccionadas de manera manual. Con la finalidad de poder esterilizar un producto homogéneo.
3. Acondicionamiento
Se elimina la suciedad superficial del alimento, reduciendo la carga microbiana del mismo. Dependiendo del tipo de vegetal el pelado puede ser químico con sosa, mecánico con cuchillas también llamado torneado, por abrasión como el caso de las patatas o por pelado térmico que se emplea en el caso del tomate, se somete a calor bajo presión y tras la despresurización se consigue retirar la piel por pellizcado; en el caso del pimiento se aplica calor por llama para retirar la piel una vez carbonizada.
En el caso de pescados y carnes se eliminarán pieles, huesos, escamas y demás elementos innecesarios.
Si fuera necesario las piezas se trocearán en cubos, láminas o tiras.
4. Calibrado de trozos
Si el alimento es troceado se vuelve a seleccionar por su tamaño para conseguir una homogenización del producto y garantizar y estandarizar el proceso de esterilización.
5. Escaldado
Se realiza antes de envasar el producto para eliminar los gases de la respiración celular y poder realizar el vacío, inhibir la actividad enzimática del vegetal, reduciendo su alteración y manteniendo su color, rehidratar vegetales muy secos, precalentar el producto para facilitar el vacío y por último permite reducir el volumen del alimento facilitando el llenado de envases.
El escaldado puede realizarse de diversas formas: inmersión en agua a 85-95 ºC durante unos segundos, mediante vapor o por microondas.
6. Control de los envases
Se comprueba que los envases antes de entrar en la línea de producción estén sin defectos y cumplan la normativa relacionada (tamaño, forma y material no tóxico), para evitar la pérdida de hermeticidad y de calidad del producto.
7. Llenado del envase
Se realiza de forma manual o mecánica, controlando el peso y volumen del envase llenado. No debe estar sobrellenado ya que la esterilización posterior sería insuficiente, debido a que la penetración de calor es más lenta por tener más masa de lo previsto y poder agitarse menos, también el sobrellenado puede provocar grietas y roturas en el envase al aumentar en exceso la presión interna. Este paso debe ser rápido para reducir el crecimiento bacteriano que se produce en el alimento antes de ser esterilizado.
8. Elaboración del producto
Se puede realizar un sinfín de productos desde los menos a los más elaborados como los platos preparados mediante la adición de otros ingredientes y la realización de otros procesos como la deshidratación o cocción para conseguir un alimento más concentrado o elaborado. En este se controlan entre otros parámetros la temperatura, duración de los procesos y cantidad de los ingredientes adicionados.
Preparación de los líquidos de gobierno
9. Preparación de los líquidos de gobierno
Existen diversos tipos de líquidos según el producto final, los más empleados son el almíbar, que es agua saturada en azúcar, que se emplea en la conserva de frutas, como el melocotón; salmueras (se debe recordar que es agua saturada de ClNa) en el caso de vegetales tratados como los encurtidos o sin tratar; líquido acidificado por acidulantes como el vinagre o el jugo del propio vegetal como en el caso del tomate o las frutas como la piña. El jugo es cada vez más usado porque no se considera un aditivo sino un medio natural y también se pueden adicionar otras especies y líquidos como el aceite, el escabeche, romero, etc. que dan un sabor y aroma específico a la conserva además de actuar como un tratamiento adicional de conservación (como el almíbar, salmuera, acidulante y otros aditivos).
Adición del líquido de gobierno
10. Adición del líquido de gobierno
Se realiza de forma automática por reflujo mediante pistones tras el llenado del recipiente con el alimento o puede realizarse al vacío permitiendo alternarse con la eliminación del aire del envase para llenar el envase al mismo tiempo que disminuye la presión interior de este, se emplea este método en vegetales de poca densidad o que contienen mucho aire tendiendo a flotar como las frutas. En este paso el operario debe controlar el peso del alimento, el volumen que ocupa el líquido de gobierno, la relación entre alimento y líquido, la existencia del espacio de cabeza y la temperatura del producto. El líquido se añade caliente para precalentar el alimento y facilitar la salida de aire de este y además se controla el tiempo desde el llenado hasta el tratamiento térmico, que debe ser el menor posible para reducir la carga microbiana al inicio de la esterilización. Existen alimentos a los que no se les adiciona líquido de gobierno por lo que tras su llenado pasan directamente a la creación de vacío para su cerrado posterior, es el caso del maíz dulce.
Evacuación de aire o agotamiento del recipiente
11. Evacuación de aire o agotamiento del recipiente
Se elimina el aire de los envases una vez llenos antes de cerrarlos mediante su sustitución por vapor de agua que al enfriarse crea un vacío parcial en la cabeza del envase, puede realizarse esta evacuación de diversas formas: se envasa el producto en caliente permitiendo también este precalentamiento reducir el tiempo de esterilización al usar una temperatura inicial alta, o se envasa en frío y calentarlo a 80-95 ºC con la tapadera casi cerrada, eliminando el aire con una bomba de vacío o barriendo con un chorro de vapor la superficie del alimento antes de cerrarlo, este sistema se suele emplear en productos líquidos con poco aire en la cabeza del envase.
La evacuación del aire tiene la finalidad de evitar su rotura durante la esterilización debido al aumento de tensión en los cierres al expandirse el aire por calentarse, también para reducir la posible oxidación de los alimentos y la corrosión interna al disminuir su contenido en oxígeno. La presencia de aire puede provocar deformaciones permanentes de los envases y aparición de fugas por dilatación excesiva de los remaches durante el calentamiento.
12. Cierre del envase
Según el material del envase, para el de vidrio se ponen tapones de rosca, eurocap o presión y giro; que se colocan por máquinas tapadoras usando un flujo de vapor. Para el envase de lata se usa el método de remachado o doble costura de la tapadera tras su colocación, que garantiza el vacío y sellado del envase. Las bolsas plásticas suelen ser cerradas tras su llenado mediante termosellado. Tras su cierre deben inspeccionarse visualmente para comprobar que este es adecuado.
13. Esterilización
El alimento envasado se introduce en el equipo de esterilización. Este el paso principal del tratamiento, en el cual se deberá controlar principalmente la temperatura de la fuente térmica (agua o vapor), la temperatura antes, durante y después del proceso en el alimento, la duración del mismo y el grado de presión si este se aplica, supervisándose el proceso y controlando estos parámetros con los dispositivos de medición. Los defectos más graves que se dan en este paso suelen estar relacionados con un tratamiento inferior en tiempo y/o temperatura al necesario para destruir la cantidad de microorganismos esperados.
Enfriamiento del producto
14. Enfriamiento del producto
Se debe reducir rápidamente la temperatura del alimento para que esté el menor tiempo posible en el rango de temperatura crítico (entre 30-50 ºC que es el medio ideal para que germinen las esporas de Clostridium que hayan sobrevivido). Normalmente se enfría mediante un baño o ducha con agua, por lo que se deberá controlar la calidad del agua empleada, el calor residual del producto permite la evaporación de las gotas que puedan quedar en la superficie del envase, al ser un riesgo de corrosión frecuente en las latas y facilita la adhesión del etiquetado.
Almacenamiento y distribución
15. Almacenamiento y distribución
El producto envasado debe almacenarse en lugares frescos y secos, evitando los cambios bruscos de temperatura, sin apilarse y manipulándolos con cuidado para evitar el deterioro del envase.
Para saber más
Accede al siguiente informe facilitado por el Codex Alimentario en el que se describen los parámetros y exigencias de actuación, mantenimiento, construcción, etc. de las instalaciones utilizadas para el procesamiento de alimentos poco ácidos y alimentos poco ácidos acidificados envasados.
Esterilización con alimentos sin envasar
En cuanto a la esterilización de los alimentos sin envasar se realiza principalmente en líquidos en granel como líquidos como los jugos y los zumos, aunque su empleo cada vez es menor debido a la gran pérdida de nutrientes, principalmente vitaminas, y a las modificaciones de sabor que provoca las altas temperaturas empleadas, aumentado su sustitución por la pasteurización, que utiliza temperaturas más suaves. Los pasos del proceso de esterilización que puede seguir un alimento líquido como los zumos o los concentrados de jugo son:
Pulsa en cada fase del proceso de esterilización para conocer sus características.
Lavado y cepillado de la materia prima
1. Lavado y cepillado de la materia prima
Se retiran todos los residuos y suciedades que puedan tener para disminuir la carga bacteriana inicial, mediante agitación en cintas sinfín que se introducen en agua (inmersión) o se someten a pulverización a presión.
2. Acondicionamiento
Principalmente los vegetales y frutas con cáscara gruesa, se elimina la suciedad superficial del alimento, reduciendo la carga microbiana del mismo, dependiendo del tipo de vegetal el pelado puede ser químico con sosa al 10% caliente, aminas ternarias o urea; pelado mecánico con cuchillas también llamado torneado, por abrasión como el caso de las patatas o el pelado térmico, que se emplea en el caso del tomate, se somete a calor bajo presión y tras la despresurización se consigue retirar la piel por pellizcado; en el caso del pimiento se aplica calor por llama para retirar la piel una vez carbonizada.
Troceado y triturado para conseguir un alimento líquido
3. Troceado y triturado para conseguir un alimento líquido
A partir de este momento el proceso debe realizarse muy rápido, ya que el alimento es más susceptible de oxidarse y alterarse debido a que su relación superficie-volumen ha aumentado.
4. Elaboración del producto
Se pueden realizar salsas o concentrados de jugos mediante la adición de otros ingredientes y la realización de otros procesos como la deshidratación o cocción para conseguir un alimento más concentrado. Se controla la temperatura, duración e ingredientes adicionados.
5. Esterilización
En los alimentos a granel se emplea el sistema aséptico que incluye el procesamiento del producto y su envasado, el alimento se introduce en el equipo de esterilización. Este es el paso primordial del tratamiento, en el cual se deberá controlar principalmente la temperatura de la fuente térmica (agua o vapor), la temperatura antes, durante y después del proceso en el alimento, la duración del mismo y la velocidad del flujo del alimento, supervisándose el proceso y controlando estos parámetros con los dispositivos de medición, en estos alimentos no son muy viscosos el calentamiento se realiza por convección al ser líquidos. Los defectos más graves que se dan en este paso suelen estar relacionados con un tratamiento inferior en tiempo y/o temperatura al necesario para destruir la cantidad de microorganismos esperados.
Enfriamiento del producto
6. Enfriamiento del producto
Se debe reducir rápidamente la temperatura del alimento para que esté el menor tiempo posible en el rango de temperatura crítico (entre 30-50ºC que es el medio ideal para que germinen las esporas de Clostridium que hayan sobrevivido). Normalmente se enfría en el mismo esterilizador.
7. Control de los envases
Se comprueba que los envases antes de entrar en la línea de producción estén sin defectos y cumplan la normativa relacionada (tamaño, forma y material no tóxico), para evitar la pérdida de hermeticidad y de calidad del producto.
Limpieza y desinfección de los envases para mantener la asepsia del alimento esterilizado
8. Limpieza y desinfección de los envases para mantener la asepsia del alimento esterilizado
Se emplea vapor o agua caliente para las latas y vidrio; diluciones de peróxido de hidrógeno caliente para el plástico o irradiaciones UV para el cartón laminado.
Llenado y cierre del envase
9. Llenado y cierre del envase
Se realiza de forma mecánica, por el sistema de envasado aséptico, se distinguen varios tipos, los más empleados son:
- El sistema Dole, las latas o tarros vacíos se introducen en un túnel de calentado con vapor donde alcanzan hasta 220 ºC durante varios segundos, después se enfría por una ducha de agua estéril y se llena la lata con el alimento, controlando el peso y la velocidad del llenado, y por último la lata es sellada. Es importante controlar la temperatura evitando alcanzar más de 235º C que provocan roturas en las costuras de las latas.
- Técnica de formado-llenado y sellado, se emplean envases laminados (tetra recard), el material envasado se encuentra enrollado en una bobina, que pasa por un baño con peróxido de hidrógeno caliente, se preforma el envase y se llena con el producto y al mismo tiempo se cierra el lateral, tras el llenado se cierra transversalmente y se corta separando un envase de otro.
Almacenamiento y distribución
10. Almacenamiento y distribución
El producto envasado debe almacenarse en lugares frescos y secos, evitando los cambios bruscos de temperatura, sin apilarse y manipulándolos con cuidado para evitar el deterioro del envase.
Aplicación práctica
Duración: 30 minutos
Objetivos: Aplicar de forma correcta los métodos de conservación, haciendo uso de las técnicas específicas, considerando la naturaleza del producto y las características previas a su conservación.
En “Cannery Global” también se lleva a cabo la recepción a granel de productos que posteriormente son sometidos a conservación. Un ejemplo de ello son los mejillones al natural, comercializados en recipientes esterilizados de 150 g listos para su consumo.
Describe en base a este producto el proceso de esterilización al que es sometido, así como las pautas a considerar en cada uno de los pasos dados.
Equipos de esterilización
Existen diversas maquinarias de esterilización, que pueden clasificarse de múltiples formas, pueden clasificarse según se esterilicen alimentos en granel o ya envasados, o según sea de calefacción directa o indirecta o pueden clasificarse según se realicen a presión atmosférica o con sobrepresión, en este manual se empleará esta última clasificación.
Pulsa en cada tipo de esterilizador para conocer sus características.
Actividades
Dadas las características en torno a presión y temperatura que adquieren los autoclaves durante su funcionamiento, es importante conocer las medidas de protección a usar, siendo una de las premisas de obligatorias en “Cannaery Global”.
Para cumplir con dicha regla, busca información en fuentes de internet o revistas especializadas en relación a las medidas de protección ante este tipo de sistemas, así como la idoneidad de los Equipos de Protección Individual a usar.
Podrás debatir sobre la actuación y equipos a utilizar con el resto de participantes, elaborando así un diagrama de actuación, así como un listado de los equipos y medios existentes para evitar riesgos ante su uso.
1.11. Ahumado
La madera está compuesta principalmente por celulosa, hemicelulosa y lignina, además de otras resinas y aceites etéreos, siendo la proporción de sus componentes principales de 2/1/1, aunque varía según el tipo de madera.
Cuando se produce la combustión completa de la madera, se obtiene agua, dióxido de carbono y cenizas.
Sin embargo, la formación del humo proviene de una combustión incompleta de la misma por:
Pirólisis
Se produce una descomposición de los polímeros de la madera debido a la acción del calor.
Reacciones de oxidación y condensación
Que tienen lugar sobre los compuestos generados durante la pirólisis.
El humo consiste en una suspensión de partículas sólidas y líquidas en un medio gaseoso. La densidad del mismo dependerá de la cantidad de partículas sólidas y líquidas que estén presentes en el gas. Cada uno de los compuestos que forman el humo aporta unas propiedades específicas al alimento.
Los siguientes componentes suelen formar parte del humo que se utiliza en los tratamientos de ahumado de productos cárnicos:
Partículas no volátiles en suspensión en el medio gaseoso, como alquitrán, cenizas y hollín.
Sustancias en fase gaseosa, que aportan aroma y color al alimento
Dentro del grupo de sustancias en fase gaseosa, se deben destacar una serie de compuestos responsables de las características organolépticas de los productos ahumados, que se verán a continuación:
Pulsa sobre cada compuesto para conocer sus características.
Compuestos fenólicos
Juegan un papel importante en cuanto al aroma y sabor típico de los productos tratados mediante el ahumado. Sin embargo, no son los únicos responsables.
Por otro lado, tienen cierta acción antioxidante, con lo cual también influyen en la conservabilidad de los mismos. Su presencia es máxima cuando se da pirólisis a 600 °C.
Los principales compuestos fenólicos que se encuentran en el humo son:
- Guayacol
- Creosol o metil-guayacol
- Vanillina
- Siringol
Compuestos Carbonilos
Principalmente son aldehídos y cetonas. Son responsables, sobre todo, de la coloración de la pieza tratada y, en menor medida, del sabor.
El principal representante de este grupo es el formaldehido, que tiene acción bactericida.
Su formación se favorece con el calentamiento y una humedad alta de la madera. La cantidad máxima de estos compuestos se obtiene cuando la temperatura de pirólisis es de 600 °C.
Sabías que...
El número de estos compuestos identificados en el humo se eleva a 45.
Ácidos carbonílicos
Se encuentran más frecuentemente en el humo de maderas duras, debido a su mayor contenido en celulosa y hemicelulosa.
Básicamente, su acción es bacteriana y parece que también intervienen, aunque en poca medida, en la formación del aroma.
Su formación se favorece cuando el grado de humedad de la madera es elevado.
Hidrocarburos policíclicos aromáticos (HPA)
Hidrocarburos policíclicos aromáticos (HPA)
Se han estudiado principalmente debido a su toxicidad. De todos los hidrocarburos presentes en el humo, el estudio se centra en el 3,4 benzopireno. Este compuesto tiene una acción cancerígena y su detección en los alimentos se utiliza como medio indicador de la contaminación de los productos ahumados.
Su formación se ve favorecida por dos factores:
- Pirólisis a elevada temperatura: comienzan a formarse a una temperatura de 400 °C y van en aumento hasta los 800 °C, cuando su formación es máxima.
- La madera resinosa también favorece su formación, dando lugar a un humo cargado de partículas.
Se puede recurrir a la reducción en la formación de HPA mediante tres medidas preventivas:
- Manteniendo la temperatura de pirólisis baja, es decir, 400-600 °C.
- Separar el lugar de producción de humo de la cámara de ahumado (ahumado en frío), con lo cual las partículas se irán depositando a lo largo del recorrido en las paredes de los tubos y no llegarán hasta donde se encuentran los alimentos.
- Mediante filtros entre el humo y el producto.
Sabías que...
El humo contiene más de 1.000 sustancias diferentes, de las cuales varios cientos de ellas ya han sido identificadas. Solo un centenar de estas sustancias se encuentran en el producto cárnico tratado.
Para saber más
Accede al siguiente enlace en el que podrás consultar un informe sobre los parámetros establecidos de HAP en los productos alimentarios ahumados.
Por lo tanto, los cambios que se producen en los alimentos debido a su exposición al humo se pueden dividir en:
Gracias al efecto antioxidante e inhibidor del crecimiento de microorganismos
Debido al efecto cancerígeno del 3,4 benzopireno
Los compuestos responsables del sabor y aroma de los productos son diversos. Así, la mezcla de estos componentes interaccionan con los que constituyen el producto cárnico y esto es lo que dota al alimento de características agradables.
En cuanto al color de los productos tratados, son ciertos componentes del humo los que interactúan con las proteínas de la carne. Las tonalidades son amplias y están íntimamente ligadas con los parámetros que se han elegido para el ahumado, como son la temperatura de combustión, el tipo de madera y la cantidad de oxígeno.
Las tonalidades pueden variar desde el amarillo dorado hasta el pardo oscuro. El color de los productos ahumados con humo de maderas resinosas será menos intenso que el de los ahumados con maderas duras.
La acción del humo sobre la superficie de los alimentos ahumados produce un curtido, viéndose así modificada la textura del producto que se vuelve crujiente a la hora de la degustación.
Aparte de modificar las características sensoriales del alimento, el ahumado interviene en la inhibición del crecimiento microbiano y también posee efecto antioxidante de las grasas, con lo que se ve reducida la oxidación de las mismas.
Actividades
Atendiendo a las características del producto a ahumar, se tienen como prioritarios uno u otro tipo de maderas, así por ejemplo, para el ahumado de pollo, pescado, cerdo y cordero es recomendable la madera de cerezo, no siendo así para el vacuno, para la cual se recomienda el nogal o el roble.
En base a este principio busca información en fuentes de internet o revistas especializadas, creando un listado en las que se relacionen.
Podrás debatir sobre la idoneidad del combustible usado y el tipo de carne seleccionado con el resto de participantes, pudiendo incluir algunos ejemplos de cata de dichos productos.
Es importante tener presente que no todos los efectos del ahumado son beneficiosos. Existen dos reacciones que reducen la calidad higiénica y nutricional de los productos ahumados:
Los HPA (en particular, el 3,4 benzopierno) tienen efecto cancerígeno y es importante evitar su presencia en el humo generado.
Existen compuestos del humo que reaccionan con los aminoácidos de las proteínas reduciendo el valor nutricional de los ahumados.
A continuación se muestra de forma resumida el papel de los compuestos del humo sobre las modificaciones que se producen en el alimento:
| |
Características modificadas |
Compuestos responsables de la modificación |
| Efectos deseables del ahumado |
Sabor |
Fenoles, carbonilos |
| Aroma |
Fenoles, ácidos carbonílicos |
| Color |
Carbonilos |
| Conservabilidad |
Difenoles, fenoles, formol, ácidos, antioxidantes, bacteriostáticos |
| Textura |
Formol |
| Efectos indeseables del ahumado |
Efectos cancerígenos |
Hidrocarburos policíclicos aromáticos, formaldehídos |
| Reducción del valor nutricional |
Carbonilos |
| Resumen del papel de los compuestos del humo sobre las modificaciones que se producen en el alimento |
Es importante indicar que además de las técnicas de ahumado descritas, la industria alimentaria también ha desarrollado el uso del humo líquido. Dicho efecto, no transmite los principios de uso en cuanto a conservación, pero sí que aportan el sabor característico.
Se trata de una mezcla de madera condensada, diluido en agua, que será adicionado a la pieza a tratar, pudiendo ser en caso de las carnes embutidas adicionado en la salmuera de inyectado.
Esto permite obtener las características organolépticas del humo, sin aportar sus contraindicaciones.
Al mismo tiempo, la comercialización de este tipo de humo (humo líquido) también se lleva a cabo en forma de polvo, teniendo una fácil disolución en productos grasos.
Humo líquido
Humo en polvo
Actividades
Aunque los denominados humos líquidos o en polvo utilizados como aditivos alimentarios, no tienen función conservante, su implicación en los procesos industriales actuales de elaboración de ahumado junto con procesos de inyección y envasado hacen que estén cada vez más presentes en sustitución de los métodos tradicionales. Por ello realiza una búsqueda junto con el resto de participantes en el que se expongan las características más importantes de su utilización. Para ello, puedes hacer uso de fuentes de internet o publicaciones especializadas
Proceso de ahumado
El tratamiento completo del proceso de ahumado de alimentos está formado por varias fases, desde que se obtiene el alimento hasta que el producto queda listo para consumir. Estas fases son:
Salado
Antes de nada, los productos crudos que se pretendan ahumar serán tratados con sal.
El salado puede realizarse a su vez de dos maneras:
- En seco: se lleva a cabo cubriendo el alimento con una capa de sal seca. Es el método utilizado cuando las piezas son de gran tamaño.
- En húmedo: se necesita crear una solución de sal en agua, junto con otros ingredientes, y sumergir o inyectar la pieza que se quiere tratar con esta salmuera. Se utiliza cuando las piezas son de menor tamaño.
El tiempo de esta fase dependerá del tamaño de la pieza y de la técnica elegida.
Enjuagado
Es el momento de quitar toda la sal que cubre la pieza con agua y dejarla escurrir durante unos minutos.
Aunque el producto ya está impregnado con un sabor salado, este no es excesivo.
Condimentación
En esta etapa, el productor puede escoger los condimentos que desee en función del producto que se quiera obtener.
Con la mezcla de especias seleccionada, procederá a cubrir el alimento ejerciendo una ligera presión y la dejará reposar para que tome aroma y sabor.
Ahumado
En un principio, se encienden las llamas, que tienen que ser fuertes al comienzo para que se empiece a producir humo, y después se bajará la potencia hasta que la llama sea baja. Se genera calor al principio, por medio de las llamas, con el fin de producir humo que es lo que se necesita para poner el proceso en funcionamiento. Sin embargo, el fuego en contacto directo con el producto no favorece el proceso del ahumado. Es importante mantener las llamas lejos de los alimentos.
El alimento se colocará en bandejas o colgados en perchas, dentro de la cámara de ahumado. El humo debe subir desde la hoguera hasta dicha cámara para impregnar el alimento y conferirle su efecto aromatizante y bactericida. Es importante que los alimentos no estén apilados para que el humo pueda llegar a todas ellas por igual.
La temperatura de la cámara ha de mantenerse a los grados que se establezcan según la técnica utilizada. En el caso del ahumado en frío, será de entre 20 y 30 °C, mientras que si el ahumado se hace en caliente la temperatura será de 60 a 100 °C.
Se debe tener en cuenta que, en el proceso, el alimento tratado sufre una pérdida de peso debido a la evaporación de agua que origina el humo aplicado sobre el producto.
Dependiendo del tamaño de las piezas, el tiempo dentro de la cámara de ahumado será distinto. En general, para piezas pequeñas es suficiente mantener el tratamiento durante uno o dos días y, si las piezas son mayores, este se prolongará de ocho a diez días.
Maduración
Una vez concluido el ahumado, hay que dejar los alimentos al aire unos días con el objeto de que pierdan gran parte de la concentración del humo adquirido durante el proceso de ahumado. Es importante que se dejen en locales frescos y sombreados.
Sabías que...
Las carnes ahumadas suelen perder hasta un 50% del peso inicial, lo que provoca que las proteínas se concentren en la misma proporción.
Observa el siguiente video en el que se muestra de forma esquemática un ejemplo de ahumado en frío llevado a cabo sobre un pescado graso.
1.12. Nuevas tecnologías
Además de los métodos de conservación visto a lo largo de la unidad, actualmente se utilizan otros medios que permiten una conservación de los alimentos de forma más segura y eficiente, los cuales, utilizan la tecnología más de vanguardia en dicho sector. Estamos hablando de la atmósfera modificada y del envasado al vacío.
Atmósfera modificada
Este tipo de conservación se basa en la modificación de las proporciones de gas normalmente presentes en el aire, en un recinto cerrado y climatizado.
Las altas concentraciones de CO2 y las bajas de O2 tienen numerosos efectos beneficiosos, como inhibición o relentización del desarrollo de mohos y otros microorganismos e inhibición de ciertas enzimas responsables del pardeamiento enzimático.
Las bolsas de embalaje y los films de plásticos se utilizan en la distribución para crear la atmósfera modificada.
Este método tiene una serie de ventajas, las cuales son:
Permite el control de manejo.
Alarga la duración del producto con su óptima calidad.
Minimiza costes de servicio.
Aísla al producto del exterior evitando posibles contaminaciones microbianas.
La modificación de la atmósfera es diferente según los productos a conservar. A continuación, se van a ver por separado según la naturaleza del producto.
Pulsa en cada tipo de alimento para conocer la aplicación de la atmósfera modificada en los mismos.
Radiaciones ionizantes
Otro de los métodos asociados a la conservación de los alimentos y desarrollado gracias a la inclusión de las nuevas tecnologías es la irradiación de los alimentos haciendo uso de rayos X, gamma o electrones.
Se trata de un método físico de conservación sobre productos frescos o elaborados con muy buenas expectativas en torno a la conservación de las propiedades del producto tratado consiguiendo su esterilización, eliminando por completo posibles microorganismos.
Con esta técnica se consigue entre otras ventajas:
Inhibir el crecimiento de las bacterias
Retrasa la aparición de brotes en alimentos como la patata o cebolla
Ralentiza la descomposición de los productos cárnicos
Evita la maduración rápida de frutas y verduras
Nota
Los investigadores aclaman dicha técnica por su seguridad y eficacia, no siendo así por los consumidores, causa por la que aún no se usa de forma aparente.
Para la aplicación de este método de conservación se diferencian dos técnicas:
La intensidad de la radiación aplicada diferencia entre baja, media y alta, teniendo un uso determinado. Así, las radiaciones consideradas como bajas se utilizan para inhibir la aparición de brotes en bulbos o el tratamiento de plagas o parásitos.
Para las radiaciones medias utilizadas para disminuir de forma importante el contenido patógeno, evitando en gran medida enfermedades por contaminación bacteriana.
En torno a las denominadas altas se llevan a cabo en los procesos donde se persigue eliminar de forma total cualquier tipo de bacterias, consiguiendo una esterilización total.
Para saber más
Además de las técnicas citadas, avances relacionados con la tecnología alimentaria llevan al desarrollo de nuevos productos destinados a la conservación alimentaria; así un ejemplo son las técnicas de microencapsulado desarrolladas por el centro tecnológico AINIA
Envasado al vacío
Es una técnica más moderna que las anteriores, complementando o posibilitando a otros sistemas de conservación.
El envasado al vacío va a preservar al producto de todo contacto con el exterior, con lo que está aislado de cualquier posible contaminación por contacto, se evitará la pérdida de peso por evaporación y, por tanto, no se resecará el producto y se evitará la oxidación de éste.
Actualmente, es muy común que el sector de los embutidos y chacinas utilicen el método del envasado al vacío para comercializar sus productos.
El envasado al vacío no requiere un equipamiento especial, sólo se necesita una máquina de envasado al vacío y bolsas especiales para el envasado. Así, las aplicaciones del envasado al vacío en los alimentos son:
Pulsa en cada pestaña para conocer la aplicación del envasado al vacío en los alimentos.
Nota
El envasado al vacío es una técnica que ayuda a preservar el alimento de contaminación y alargar su vida útil, pero normalmente debe ser empleada junto con otro método de conservación, como la refrigeración y la congelación.